Introduction
Temperature controls the chemistry of automotive paint. Get it right, and the finish bonds, hardens, and holds up for years. Get it wrong, and the failure is already locked in before the car leaves the booth.
Most refinish failures traced back to temperature aren't dramatic. The paint looks fine, passes a quick touch test, and gets reassembled. Then, six months later, it peels, blisters, or chalks out under UV exposure. The problem was never visible — it was molecular.
This guide covers what automotive paint curing temperature actually means chemically, the specific ranges that govern application and bake cycles, and what goes wrong outside those ranges. It also addresses how to measure and control temperature reliably in practice.
Whether you're running a refinish shop or managing an OEM paint line, the principles here apply directly.
Key Takeaways
- Substrate temperature is what matters — manufacturer cure specs are written to panel surface temperature, not booth air temperature
- Bake cycles for common refinish clearcoats run 140°F/60°C object temperature for 20–35 minutes, depending on product
- Application window: most coatings require substrate temperatures between 59–86°F (15–30°C), with optimal results in the 68–77°F (20–25°C) range
- A surface that feels dry isn't fully cured — full chemical crosslinking takes 5–7 days even after the panel feels firm
- Cold substrates behave as cold surfaces until the panel itself reaches temperature — not the surrounding booth air
What Automotive Paint Curing Temperature Actually Means
Drying vs. Curing: A Critical Distinction
These two words get used interchangeably in shops, but they describe completely different processes.
Drying is physical: solvents evaporate from the film surface, and the coating becomes tack-free. It can happen in 20–30 minutes. Curing is chemical — resin molecules undergo polymerization, forming a rigid three-dimensional network of crosslinked bonds. That network is what gives a finish its hardness, chemical resistance, and adhesion.
Per MDI polyurethane research published in PMC, polyurethane cure involves the reaction of isocyanates and polyols forming carbamate groups, with rate constants that are directly temperature-dependent. Temperature controls the speed of the reaction, not whether it happens at all.
Temperature as a Rate Controller
Curing temperature functions across a spectrum:
- Below minimum: crosslinking stalls or proceeds too slowly to achieve film integrity within any practical timeframe
- Within target range: reaction proceeds at a predictable, controlled rate
- Above ceiling: reactions either accelerate uncontrollably or degrade the film structure
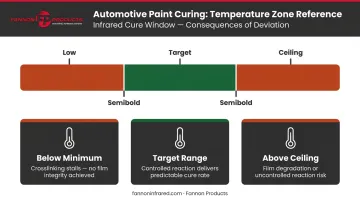
The implication: there's no single "cure temperature." There's a window, and where you operate within that window determines how long cure takes and what quality you get.
Substrate Temperature vs. Air Temperature
This is the most operationally dangerous distinction in refinish work. Manufacturer cure specifications are written to substrate (panel/object) temperature — not ambient air temperature.
Three sources make this explicit:
- PPG D8126 TDS: force-dry time is 30 minutes at 140°F/60°C metal temperature, with explicit note that extra time must be allowed for the metal to reach that temperature
- Sikkens Autoclear LV: all drying schedules are based on object temperature, not booth air
- Fluke instrumentation documentation: static air-temperature sensors are not an accurate representation of product-surface temperature
A panel sitting in a 70°F booth may have a surface temperature of 48°F if it was recently moved from cold storage. Applying coating to that panel produces results consistent with cold-weather painting regardless of what the booth thermometer reads.
Coating Type Sensitivity
Different chemistries have different temperature tolerances:
- Axalta PE2400 and similar 2K acrylic urethanes require hardener selection by temperature band: 63–75°F, 75–85°F, and above 85°F
- Two-component polyurethanes like Axalta Imron Elite carry a hard ceiling — activated material above 110°F/43°C will gel
- Clearcoats like Sikkens Autoclear LV show dramatically different dry times across a 40°C temperature spread
Always verify the product TDS. Coating-specific temperature limits override any general guideline.
The Temperature Ranges That Govern Automotive Paint Curing
Temperature ranges in automotive coatings are chemically derived limits, not arbitrary guidelines. Here's how they break down in practice.
Ambient Application Range
Most automotive coatings require air and substrate temperatures between 59°F and 86°F (15°C–30°C) for application. The practical optimal band for even flow, controlled solvent flash, and proper adhesion is 68–77°F (20–25°C).
A few product-specific exceptions apply:
- Axalta Imron Elite allows a wide substrate range of 50–110°F (10–43°C), with dry times referenced at 77°F/25°C and 50% RH
- Water-based and metallic/pearl formulations are generally more temperature-sensitive than solvent-based urethanes
- Axalta requires the substrate surface to be at least 5°F/3°C above dew point before any coating is applied , and that rule holds regardless of ambient conditions
Always cross-check against the specific product TDS before application.
Bake-Cycle Range
Controlled paint booths accelerate cure by raising object temperature significantly above ambient. Verified refinish bake schedules cluster around 140°F/60°C object or metal temperature:
| Product | Bake Schedule | Key Note |
|---|---|---|
| PPG D8126 CeramiClear | 30 min at 140°F/60°C metal temp | Plus warm-up time for metal to reach temp |
| Axalta PE2400 2K Clearcoat | 30–35 min at 140°F/60°C | Full cure still takes 5–7 days |
| Sikkens Autoclear LV | 20 min dry-to-handle at 60°C object | IR panel not to exceed 100°C |
| Genesis low-bake urethane | 80–90°C | Designed for mixed-material assemblies |
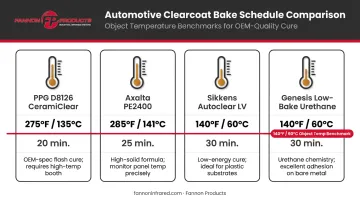
The difference in real time is significant. Sikkens Autoclear LV at 20°C object temperature takes 1.5 hours to reach dry-to-handle. At 60°C object temperature, that drops to 20 minutes.
Safe Upper Limits and Why They Exist
Those bake schedules also define a ceiling. Push past it, and two distinct failure modes emerge:
During application: excessive substrate or ambient heat causes solvents to flash too rapidly. Paint begins drying mid-air or immediately on contact, resulting in dry spray, orange peel, and poor inter-coat bonding.
During baking: temperatures that exceed the film's tolerance can cause solvent popping — open-topped blisters up to 1mm formed when trapped vapor erupts through a skin that formed too quickly. PPG identifies excessive film thickness combined with too-fast drying as the primary driver.
Plastic components add a hard physical constraint. Genesis reports that plastics typically heat-distort around 130°C/266°F, yet standard OEM bake temperatures can reach up to 180°C. That gap requires either low-bake processes or component removal before the bake cycle begins.
For EVs and high-voltage vehicles, the constraints go further. I-CAR lists OEM-specific booth and surface temperature limits that must be confirmed before any heat is applied.
How Temperature Interacts with Other Curing Variables
Temperature doesn't operate in isolation. Three variables compound its effects in ways that catch shops off guard.
Humidity and Dew Point
High relative humidity slows solvent evaporation from the film surface, effectively extending cure time even when substrate temperature is in range. At lower temperatures, both effects compound simultaneously.
The dew point rule is non-negotiable: Axalta's guidance on dew point in CV paint application states that if substrate temperature is at or below dew point, moisture can condense on the surface — even invisibly. Documented consequences include blistering, delamination, peeling, fisheyes, and flash rusting.
A panel moved from cold storage into a warm, humid booth may be below dew point even when booth air is within spec. Measure surface temperature and dew point before every application.
Film Thickness
PPG directly links high film build to two separate failure modes:
- Slow drying: heavy application traps solvents deeper in the film, requiring more heat energy or more time to cure from the inside out
- Solvent popping: excessive film thickness combined with fast surface skinning traps vapor that eventually forces through the cured skin
Multiple thin coats with proper flash time between them are more temperature-tolerant than a single heavy application. This isn't a preference — it's a defect-prevention strategy.
Substrate Thermal Mass
Cold steel panels retain their surface temperature well after being moved into a warm environment. A panel that's been sitting at 40°F in a storage area doesn't reach booth air temperature in 10 minutes, or even within an hour, depending on panel thickness and mass.
Pre-heating the substrate to the recommended temperature before application is essential, particularly in cold-weather environments or unheated facilities. Applying coating to a cold substrate in a warm booth produces cold-weather results regardless of what the booth thermometer reads — so verify surface temperature directly before you spray.
Consequences of Operating Outside the Recommended Temperature Range
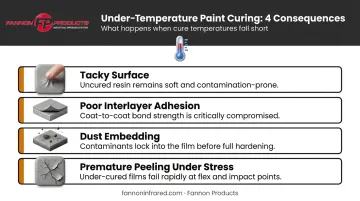
Under-Temperature Failures
Insufficient substrate temperature during cure leaves the film chemically incomplete. The crosslinking network never fully forms. Practical consequences:
- Tacky or easily marred surfaces that seem to never fully harden
- Poor interlayer adhesion between coats
- Increased susceptibility to dust embedding during the extended open period
- Premature peeling or delamination under mechanical or thermal stress
PPG's guidance states urethane coatings should never be applied below 55°F, and booth temperature should remain above 55°F when correcting slow-drying conditions.
These short-term symptoms compound over time. Calex's analysis of automotive body-panel paint curing confirms that coating quality — including adhesion, hardness, corrosion resistance, and finish — depends largely on the temperature history of the curing cycle.
Paint that appears acceptable after under-curing will exhibit accelerated UV degradation, chemical sensitivity, and mechanical failure far sooner than properly cured coatings. For fleet and OEM refinish work, warranty implications can apply.
Over-Temperature Failures
Too much heat creates its own set of problems at each stage of the process:
During application, solvents flash before the coating can flow and level properly, causing dry spray, orange peel texture, reduced gloss, and poor bonding between coats.
During baking, the primary risk is solvent pop — a fast-forming surface skin that traps vapor before it can escape the film, producing blisters up to 1mm across. Excessive bake temperatures can also induce stress cracking as the film cures too rigidly, and thermal warping on plastic components and heat-sensitive assemblies.
Measuring, Controlling, and Accelerating Curing Temperature
Measurement Instruments
Booth air temperature is a process input, not a quality verification. The substrate temperature is the number that determines cure outcome. Standard tools for measuring it:
- Contact thermometers with magnetic surface probes: direct measurement on steel panels, accurate and simple
- Infrared (non-contact) thermometers: fast, non-invasive; standard emissivity setting of 0.95 works for most automotive paint colors, with less than 1% variation by color per Calex
- Multi-zone data loggers: thermocouples attached to panels that travel through a bake cycle, providing a full temperature profile over time, which validates that peak metal temperature is reached and held for the required duration
Fluke's oven profiling documentation notes that metal thickness, material type, and panel shielding all affect heating rates — meaning different zones of the same vehicle can be at different temperatures simultaneously. Multi-zone profiling catches this.
Controlled Heating Methods
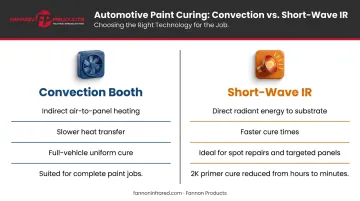
Convection booths provide even ambient heat across the entire enclosure. The limitation: they heat air first, and the panel heats by convection — a slower process that requires the entire booth volume to reach temperature before the substrate follows.
Short-wave infrared lamps take a different approach, directing radiant energy at the coated surface and heating the substrate directly rather than the surrounding air. Per Global Finishing Systems, short-wave IR curing can reduce 2K primer cure from 2–4 hours to 6–8 minutes in some applications.
| Method | How It Heats | Speed | Best For |
|---|---|---|---|
| Convection booth | Air → panel (indirect) | Slower | Full-vehicle uniform cure |
| Short-wave IR | Direct radiant energy | Faster | Spot repairs, targeted panels |
Fannon Products manufactures short-wave and medium-wave quartz infrared lamps specifically designed for automotive paint curing environments, covering primer coat, color coat, clear coat, and powder coat applications. Their short-wave lamps achieve 96% radiant efficiency with instant thermal response, giving technicians precise control over cure cycles.
For applications where response time matters, the Goldenrod short-wave lamps use an integral 24K gold reflector that directs energy precisely at the work surface. That focused delivery saves 23.5% in energy expense compared to standard lamps while keeping surrounding equipment cooler.
For facilities needing complete systems rather than individual lamps, Fannon engineers custom infrared fixtures matched to specific booth configurations and panel geometries. Systems range from 250W to over 6,000W across a wide voltage range (115V through 600V).
To discuss custom system specifications, contact Fannon at 810-794-2000 or sales@fannonir.com.
Pre-Heating Best Practices
Pre-heating the substrate before application has two practical effects: it eliminates the cold-panel risk described above, and it helps kick-start crosslinking once the coating is applied. In cold-weather environments or unheated facilities, pre-heating is not optional — it's the difference between a functional process and one that produces chronic soft-cure failures.
Where feasible, warming the coating material itself before application improves flow, atomization, and open time. This matters most with viscous 2K products and in sub-60°F conditions.
Common Misinterpretations of Automotive Paint Curing Temperature
"Dry to Touch" Means Cured
It doesn't. Axalta PE2400 becomes dust-free in 20 minutes but reaches full cure after 5–7 days. PPG D8126 is dust-free in 30 minutes, dry-to-handle after 4 hours, and polishable after 24 hours — but full chemical crosslinking continues well beyond that.
Handling or reassembling a vehicle on a surface that is dry but not cured risks marring, imprinting, and coating failure under subsequent stress. Surface hardness signals progress — not completion.
Air Temperature Equals Substrate Temperature
This is the most common field error in refinish work. A panel in a 70°F booth can have a surface temperature of 45°F if it was moved from a cold storage area or outdoor environment. Applying coating to that panel produces cold-weather results regardless of what the booth's air thermometer shows.
Measuring substrate temperature directly — with a contact probe or IR thermometer on the panel itself — is the only reliable way to confirm actual coating conditions. The booth controller display doesn't tell the full story.
TDS Ranges Are Guaranteed in Field Conditions
Published TDS values are calibrated under controlled laboratory conditions — specific temperature, humidity, and film build. Real shop environments introduce humidity variation, drafts, uneven substrate temperatures across a single panel, and inconsistent film thickness.
Treating the TDS temperature range as a guaranteed outcome rather than a reliable baseline leads to inconsistent results. Use the TDS as the baseline, verify against actual substrate conditions, and adjust hardener/reducer selection accordingly.
Frequently Asked Questions
How long does it take auto paint to fully cure?
Air-dry clearcoats reach dry-to-handle in roughly 4 hours (PPG D8126) but need 24 hours before polishing and up to 5–7 days for full hardness (Axalta PE2400). Bake-cycle cure at 140°F/60°C object temperature achieves handling strength in 20–35 minutes, though chemical crosslinking continues after that.
Will automotive paint cure in cold weather?
Curing slows significantly below 60°F (15°C) and becomes unreliable below 55°F — PPG's stated minimum for urethane application. Cold temperatures don't stop curing entirely, but sub-60°F conditions require substrate pre-heating or a temperature-controlled booth.
What is the minimum temperature to cure automotive paint?
Most automotive coatings require a minimum substrate temperature of approximately 55–60°F (13–15°C), with optimal results beginning around 68°F (20°C). Axalta Imron Elite sets a substrate minimum of 50°F. Minimum limits vary by product — always verify against the specific manufacturer TDS.
What happens if automotive paint doesn't cure at the right temperature?
Under-curing produces soft or tacky finishes, poor inter-coat adhesion, and vulnerability to dust and mechanical damage. Over-temperature baking causes solvent pop, stress cracking, and substrate warping. Many defects emerge gradually under UV exposure, chemical contact, or mechanical stress — not immediately after application.
What is the difference between paint drying and curing in automotive applications?
Drying is physical: solvents evaporate and the surface becomes tack-free, typically within 20–45 minutes. Curing is chemical: polymerization forms a crosslinked resin network that gives the film its hardness, adhesion, and durability. A surface can be dry in under an hour while full cure takes days — and handling an uncured finish risks permanent damage.
Does substrate temperature matter more than air temperature for automotive paint curing?
Substrate temperature is the controlling variable. Manufacturer cure specifications — including bake schedules and dry times — are written to panel or object temperature, not booth air temperature. A cold panel in a warm room will behave as if it were painted in cold conditions until the panel itself reaches the recommended surface temperature.