Introduction
Food processors face a persistent set of pressures: produce safer products, hit tighter quality targets, cut energy costs, and keep lines moving. Conventional ovens and hot-air dryers have served the industry for decades, but they come with real limitations — long warm-up times, uneven heat distribution, and energy wasted heating air rather than food.
Infrared (IR) heating has become a practical answer to these challenges. By transferring thermal energy directly to food via electromagnetic radiation, IR systems heat faster, use less energy, and give operators greater control over the process than convection-based alternatives.
This guide covers what food processing engineers and operations managers need to know:
- The science behind IR heating and how it differs from conventional methods
- Key applications across food processing workflows
- Measurable efficiency and quality benefits
- Food safety considerations and regulatory context
- How to select the right IR system for a specific process
What Is Infrared Heating in Food Processing?
Infrared heating transfers thermal energy through electromagnetic radiation rather than through heated air or direct contact. IR radiation sits between visible light and microwaves in the electromagnetic spectrum — Aboud et al. (2019) define its range as approximately 0.75 to 1,000 micrometers for food processing purposes. When IR radiation strikes food, it is absorbed directly by the food's molecular components, converting electromagnetic energy into heat without warming the surrounding air or process chamber.
This direct-transfer mechanism distinguishes IR heating from convection ovens (which heat air first) and steam-based systems (which rely on condensation). The result is faster heat delivery with less wasted energy.
The Three IR Wavelength Categories
Food processing applications use three distinct wavelength bands, each suited to different outcomes:
| Category | Wavelength Range | Best Used For |
|---|---|---|
| Near/short-wave IR | 0.75–1.4 µm | Rapid surface browning, crust formation, pasteurization |
| Medium-wave IR | 1.4–3.0 µm | Balanced surface and subsurface heating, baking |
| Far/long-wave IR | 3.0–1,000 µm | Surface moisture removal, gentle drying, dehydration |
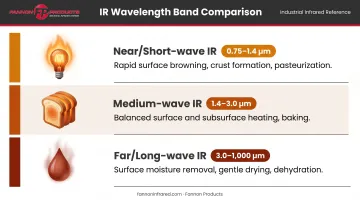
Wavelength selection directly controls how deeply energy penetrates: near-wave IR reaches several millimeters below the surface, while far-wave IR is absorbed almost entirely at the outermost layer. Matching the emitter's wavelength to the food's composition and target heating depth is what determines whether a system performs as intended or produces uneven results.
IR heating fits into modern processing lines in two ways:
- Standalone: Handles surface-specific tasks like browning, crust formation, or moisture removal where deep penetration isn't needed
- Hybrid: Paired with convection, steam, or electrical heating for multi-stage processes that require both surface and core temperature control
How Infrared Heating Works in Food Processing
IR Absorption and Food Composition
IR energy is absorbed by the molecular components of food, not by the food uniformly. Each component has specific absorption bands:
- Water: absorbs strongly at 3, 4.7, 6, and 15.3 micrometers
- Proteins: absorption bands at 3–4 and 6–9 micrometers
- Fats: absorbed at 3–4, 6, and 9–10 micrometers
- Carbohydrates/sugars: absorbed at 3 and 7–10 micrometers
This means the efficiency of IR heating depends on how well the emitter's output wavelength matches the food's actual composition. A high-moisture product like fresh fruit requires a different wavelength profile than a low-moisture grain or a fat-rich pastry.
Penetration Depth and Wavelength
IR penetration into food is generally limited to a few millimeters. Research on bread, for example, found penetration depths of 2–3 mm.
Short-wave IR penetrates more deeply than far-IR, making it better suited for applications where some interior heating is needed alongside surface effects — rapid browning, crust formation, or surface pasteurization. Far-IR is absorbed almost immediately at the food surface, making it the right choice for moisture removal during drying.
Speed Advantage
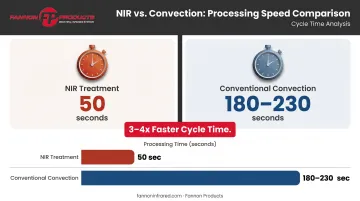
The processing speed difference between IR and conventional heating is substantial. In a peer-reviewed study of ready-to-eat sliced ham, NIR treatment achieved target surface temperatures in 50 seconds, compared to 180–230 seconds for conventional convective heating in the same application. That's a 3–4x reduction in cycle time for the same thermal outcome.
IR emitters also reach operating temperature almost instantaneously, enabling precise on/off cycling that conventional ovens simply cannot match.
Control Parameters
IR intensity and heat distribution across a food product are managed through:
- Emitter type and wattage
- Emitter spacing and zone layout
- Reflector geometry
- Distance between emitter and product surface
- Conveyor speed
Quartz tungsten lamps (short-wave), medium-wave quartz emitters, and ceramic emitters each produce different wavelength profiles — the choice determines whether energy concentrates at the surface or distributes slightly deeper into the food matrix. Mismatching emitter type to product composition is one of the most common sources of uneven heating in IR food processing lines.
Key Applications of Infrared Heating in Food Processing
Baking and Browning
IR heating is well-suited to the final stages of baking, where surface browning and crust development are the goals. The Maillard reaction — the chemical process behind browning and flavor development — responds to rapid, intense surface heat, which IR delivers precisely.
A hybrid IR/electrical baking study by Chhanwal et al. (2014) demonstrated that combining IR with conventional electrical heating reduced baking time from 25 minutes to 18 minutes and achieved a 28% energy saving compared to conventional baking alone. Quality outcomes were comparable, with moisture content and volume maintained.
One caveat: IR-only heating without a conventional component risks surface charring or underbaked interiors on thicker products.
Roasting
Radiant heat from IR emitters produces consistent color and flavor development in nuts, seeds, coffee beans, and meat products. Compared to drum or convection roasting, IR reduces processing time while maintaining uniformity — which matters when product color is a defined quality control specification, not just a visual preference.
Drying and Dehydration
IR drying is faster than conventional hot-air drying across a range of food products. In a 2023 study of yam slices, combined infrared hot-air drying reduced drying time by 31.25% to 38.1% compared to hot-air drying alone, with a drying rate more than 1.56 times higher at equivalent temperatures.
IR drying is particularly effective at the lower moisture levels where hot-air drying slows down. Applications include:
- Fruits and vegetables
- Grains and legumes
- Pasta and noodles
- Herbs and spices
Pasteurization and Surface Decontamination
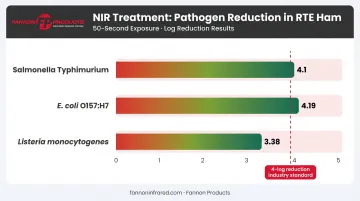
High-intensity NIR can raise food surface temperatures fast enough to produce significant pathogen reductions without cooking the interior. In the same ham study cited above, 50 seconds of NIR treatment achieved:
- 4.1 log reduction of Salmonella Typhimurium
- 4.19 log reduction of E. coli O157:H7
- 3.38 log reduction of Listeria monocytogenes
For nuts, USDA-linked research on almonds found that IR treatment followed by holding achieved greater than 4-log Salmonella reductions, meeting the minimum performance standard for almond pasteurization established by USDA. This is surface decontamination — IR raises temperatures rapidly at the food's outer layer, reducing pathogen load without changing the interior's thermal profile.
Thawing and Tempering
IR is also used for controlled thawing of frozen products in processing lines. The key advantages in this application are:
- Minimizes surface overheating through precise wavelength and intensity control
- Promotes uniform temperature distribution across the product
- Keeps thawed product ready for immediate downstream processing without holding delays
Benefits of Infrared Heating Over Conventional Methods
Energy Efficiency
Because IR energy is absorbed by the food rather than heating the surrounding air, process chamber walls, or conveyor structure, far less energy is lost to the environment. The hybrid baking study cited above measured a 28% energy saving compared to conventional methods. Electric IR heaters have been reported to achieve thermal efficiency in the range of 40–70%, depending on system configuration.
Faster Processing Cycles
The direct-transfer mechanism cuts processing times across applications:
- Pasteurization: 50 sec (IR) vs. 180–230 sec (convection)
- Baking: 18 min (hybrid IR) vs. 25 min (conventional)
- Drying: 31–38% faster than hot-air drying alone
Shorter cycle times mean higher throughput from the same line footprint.
Improved Product Quality
IR enables selective heating that convection cannot replicate. Surface zones can receive intense radiant energy while interior temperatures remain lower — the mechanism behind crisp crusts with moist interiors, properly browned roasted nuts without over-drying, and pasteurized meat surfaces without interior cooking. That spatial precision is difficult to achieve with hot-air systems, where heat diffuses through the product mass rather than targeting specific zones.
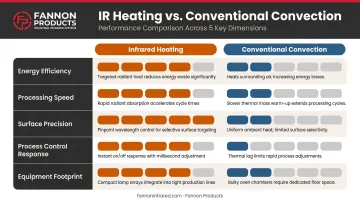
Precise Process Control
IR systems respond to control inputs within seconds. Operators can adjust intensity by zone, cycle emitters on and off, and respond to changes in line speed without the thermal inertia that comes with conventional ovens. On high-speed lines, that responsiveness translates directly to fewer out-of-spec batches.
Compact Footprint and Clean Operation
IR processing equipment can achieve equivalent output in a shorter tunnel length than conventional ovens, which matters on constrained production floors. IR is also a non-contact, combustion-free process — no flue gases, no open flame, simpler sanitation protocols, and no exhaust ventilation requirements to design around.
Is Infrared Heating Safe for Food Processing?
The most common concern about IR heating in food contexts is whether the radiation poses a hazard — and the short answer is no. IR radiation is non-ionizing electromagnetic energy (the same type of warmth produced by sunlight), which means it lacks sufficient energy to damage DNA or alter food at a molecular level the way ionizing radiation like X-rays or gamma rays can.
Peer-reviewed food processing literature consistently classifies IR heating as non-ionizing, a distinction that holds across both regulatory and scientific frameworks.
Pathogen Reduction Evidence
Research supports IR surface pasteurization as an effective food safety intervention:
- 4.1 log Salmonella Typhimurium reduction on RTE ham in 50 seconds (Ha et al., 2012)
- >4-log Salmonella reduction on almonds meeting USDA minimum pasteurization standards
- Effective reductions of E. coli O157:H7 and L. monocytogenes at the same IR treatment conditions
USDA-FSIS has referenced IR as a valid post-lethality intervention for ready-to-eat products. That said, FDA and USDA regulatory acceptance applies to specific validated applications — operators should validate their own IR processes against applicable food safety requirements rather than assuming blanket approval.
Equipment Safety Considerations
Food-grade IR systems should be specified with:
- Enclosures and reflector materials rated for food environments
- Compliance with applicable HACCP process requirements
- Routine maintenance protocols to ensure emitter output consistency
- Cleanable surfaces appropriate for the food product being processed
Choosing the Right Infrared Heating System for Food Processing
Key Selection Criteria
Selecting an IR system for food processing starts with matching the technology to the specific application:
- Wavelength range: Match to the food's dominant absorbing components (water-heavy products vs. fat/protein-dominant products require different emitter profiles)
- Power density: Measured in watts per unit area; higher power density for rapid surface browning, lower for gentle drying
- Penetration requirement: Surface-only (far-IR) vs. a few millimeters deep (short-wave IR)
- Process configuration: Batch for low-volume or laboratory-scale applications; continuous conveyor for production lines
- Hybrid vs. standalone: Many applications benefit from IR in combination with convection or steam, particularly where interior and surface heating requirements differ
Standardized vs. Custom-Engineered Systems
Standardized IR modules work for common, well-characterized applications. But food processing operations frequently involve unique product geometries, variable line speeds, multi-stage heating requirements, or integration with existing conveyor and control infrastructure. A catalog product often can't accommodate all of these variables without compromising process performance.
Fannon Products engineers and manufactures custom infrared lamp systems and replacement IR lamps across a full range of wattages and voltages for food processing applications including baking, browning, dehydrating, and pasteurizing.
With nearly 70 years of IR lamp manufacturing experience, Fannon's engineering team specs systems around specific product and process requirements — from wattage and wavelength selection through fixture and control design. All systems are American-made at Fannon's facility in Algonac, Michigan.

Integration Considerations
Before specifying an IR system, food processors should evaluate:
- Conveyor compatibility: How the IR module physically mounts to or replaces existing conveyor sections
- Control system integration: Whether the IR system connects to existing PLCs for line-speed-matched intensity adjustment
- Upstream and downstream process stages: IR's placement in the overall line affects both process performance and food safety validation
- Maintenance access: Emitter replacement intervals and access requirements under production conditions
Working with an experienced IR manufacturer — one who supports specification, testing, and post-installation service — significantly reduces the risk of a system that looks right on paper but fails in production conditions.
Frequently Asked Questions
Is infrared heating safe for food processing?
IR heating uses non-ionizing radiation — not X-rays or gamma rays — and does not alter food at a molecular level. Peer-reviewed research and USDA-linked studies confirm it as an effective surface pasteurization method. Validate specific applications against FDA, USDA, and HACCP requirements for your product.
What foods work best with infrared heating?
Baked goods, roasted nuts and seeds, coffee beans, meat and poultry, dried fruits and vegetables, and spices are strong candidates — products where rapid surface browning, controlled moisture removal, or surface pasteurization is the primary objective.
How does infrared heating differ from conventional heating?
IR transfers energy directly to food via radiation rather than heating surrounding air (convection) or requiring direct contact (conduction). This delivers faster, more energy-efficient heating with tighter control over how much heat reaches the surface versus the interior.
What types of infrared emitters are used in food processing?
The three main categories are short-wave quartz tungsten lamps, medium-wave quartz emitters, and long-wave ceramic emitters. Each produces a different wavelength output, making each better suited to specific applications — surface browning, balanced baking, or surface drying, respectively.
Can infrared heating be combined with other processing methods?
Yes. Hybrid systems pairing IR with convection, steam, or electrical heating are common in baking and drying lines. IR typically handles surface-specific objectives — browning, crust development, final moisture reduction — while conventional heating manages the bulk thermal processing of the product interior.
What are the energy efficiency benefits of IR heating in food processing?
Because IR energy is absorbed by the food rather than the surrounding environment, less is wasted. Hybrid IR/electrical baking has demonstrated a 28% energy saving versus conventional baking alone, and electric IR systems achieve reported thermal efficiencies of 40–70% across a range of configurations.