The problem isn't just cosmetic. Ink that dries inside engraved anilox cells reduces available cell volume, blocks consistent ink transfer, and can permanently damage ceramic coatings if left unaddressed. For press operators, the result is color inconsistency, unplanned downtime, and wasted substrate.
This article covers the four primary causes of anilox ink drying, the consequences of ignoring it, and concrete prevention strategies — including cleaning protocols, ink management, pressroom conditions, and drying system selection.
Key Takeaways
- Water-based inks dry and plug anilox cells fast — rapid water evaporation and pH drift cause resin to harden in place
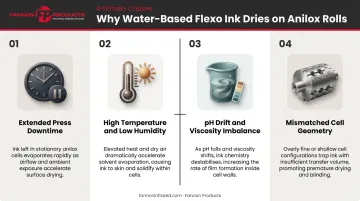
- The four main causes: press downtime, high pressroom temperatures, pH/viscosity imbalance, and mismatched cell geometry
- Plugged cells can transfer less than 50% of their designed ink volume, causing visible print defects
- Cleaning routines, ink monitoring, temperature control, and correct anilox selection all prevent plugging
- Scheduled deep cleaning and consistent operator habits are the most reliable way to protect roll investment
Common Causes of Water-Based Flexo Ink Drying on Anilox Rolls
"Ink drying on the anilox roll" means ink residue that hardens inside the engraved cells, reducing usable cell volume and preventing proper ink transfer to the plate. It rarely has a single cause — most cases stem from a combination of ink chemistry and operational conditions working against each other.
Extended Press Downtime and Idle Roll Exposure
When the press stops, ink in the anilox cells stops circulating. With no fresh ink supply and no roll rotation, the water carrier begins evaporating immediately and the resin system starts setting in place.
Common triggers include:
- Unplanned press stoppages or mechanical issues
- Operator breaks with ink left on the roll
- Job changeovers without proper ink removal
- Any idle period where the roll sits without rotation
Harper Corporation guidance is direct on this: keep ink circulating and the anilox rotating whenever the press is not actively running. Stopping both simultaneously is the fastest path to dried ink buildup.
High Pressroom Temperature and Low Ambient Humidity
Water-based inks rely on water as their carrier. Warm, dry pressroom air pulls moisture out of the ink film on the roll surface — particularly on fine-line, high-LPI rolls where small cell openings maximize exposure to airflow.
Conditions that accelerate this problem:
- Running near heat sources (dryers, boilers, HVAC exhaust)
- Poor climate control during summer months
- Open ink systems where evaporation occurs between the ink pan and roll
As Luminite notes in their pressroom climate guidance, humid air slows water-based ink drying while arid conditions make it happen very quickly. The same mechanism that dries ink on the substrate also dries it on the roll.
pH Drift and Viscosity Imbalance
Water-based flexo inks run at pH 8.0–9.5. That alkaline range is maintained by volatile amines (typically ammonium hydroxide), which keep acrylic resin binders soluble. As amines evaporate during a run, pH drifts downward. When it drops far enough, the resin binder precipitates out of solution and deposits as solids on cell walls.
Viscosity compounds the problem through a parallel mechanism. Watch for these signs on a long run:
- Ink thickening as water evaporates, reducing cell release
- Residue accumulating at cell walls as flow resistance increases
- pH and viscosity shifting simultaneously, accelerating buildup
Both conditions reinforce each other — catching either one early limits damage to both.
FTA guidance is clear on correction sequence: check and correct pH before adjusting viscosity or drying speed.
Mismatched Anilox Cell Geometry
Anilox rolls engineered for solvent-based inks are a poor match for water-based formulations. Deep, enclosed cells trap ink, deliver poor release after the doctor blade pass, and leave more residue behind. Conventional closed hexagonal cell structures also trap air, which compounds drying at the cell base.
Water-based inks need:
- More open cell geometry for better self-draining
- Shallower cell depth to reduce trapped residue
- Cell volume (BCM) matched to the pigment load and viscosity of the specific ink being run
Running water-based ink on a solvent-spec anilox roll without verifying cell geometry compatibility is a straightforward setup error — and one of the more common sources of chronic buildup in flexo pressrooms.
What Happens When Anilox Ink Drying Goes Unaddressed
Progressive cell plugging reduces effective ink volume (BCM) in a predictable sequence: first weaker color density, then inconsistent solid coverage, then visible print defects. According to FTA research, heavily plugged anilox cells often transfer less than 50% of the volume they were designed to deliver — without any visible wear on the roll surface.
The downstream costs accumulate fast:
- More frequent unplanned press stops for emergency cleaning
- Wasted substrate and ink during restarts
- Potential permanent ceramic coating damage if hardened deposits require mechanical removal
- Shortened overall roll service life
Cell plugging is only part of the problem. Sandon Global notes that anilox ceramic coatings are slightly porous, and with water-based inks, liquid penetration over time can cause oxidation of the metal core beneath the coating — a failure mode that goes well beyond blocked cells and can end a roll's service life entirely.
Warning Signs You're Approaching Serious Buildup
Catch problems before they become permanent. Watch for:
- Progressive color weakening — density that keeps dropping and can't be corrected by adjusting ink settings; this indicates cell volume loss, not an ink formulation issue
- Stripes, streaks, or uneven tone across the print width, pointing to inconsistent plugging across the roll face
- Ink that skins over quickly in the pan or on the roll during short stops — a sign the formulation is drying too fast for current pressroom conditions
If you're seeing more than one of these signs simultaneously, the buildup is likely already affecting print quality — inspection at that point should include both the roll surface and a BCM measurement to confirm actual cell volume loss.
How to Prevent Water-Based Flexo Ink from Drying on Anilox Rolls
No single action solves this. Prevention works when cleaning discipline, ink management, environment control, and equipment selection operate together consistently.
Establish Disciplined Cleaning Protocols During and After Every Run
The rule is straightforward: never leave ink sitting on a stopped roll.
During the run:
- Implement mid-run cleaning washes during any stop lasting more than a few minutes
- Keep ink circulating whenever the press is idle but ink remains in the system
After production:
- Perform a thorough post-run clean immediately after every job using the correct alkaline cleaning chemistry — per Harper, the cleaner pH should be higher than the ink pH to dissolve dried resin effectively
- Rinse immediately after cleaning and don't allow cleaners to soak on ceramic for extended periods (FTA cautions against prolonged cleaner contact)
On a scheduled basis:
- Add periodic deep ultrasonic cleaning to the preventive maintenance calendar; ultrasonic cavitation reaches the bottom of cells where manual cleaning cannot
Monitor and Actively Control Ink pH and Viscosity Throughout the Run
Stable ink chemistry is the most controllable variable available to a press operator.
What to monitor:
- pH: keep within the supplier's recommended range (typically 8.2–9.4); adjust with an alkaline additive when drift is detected
- Viscosity: Flexopedia cites an ideal range of 19–24 seconds on a #2 Zahn cup for flexo inks; add fresh ink to restore viscosity
Why it matters:
- Stable pH keeps resin binders in solution so they cannot precipitate onto cell walls
- Correct viscosity ensures ink flows freely in and out of cells rather than building up and drying in place
Check pH first before making any other ink adjustment. Getting the pH right often resolves apparent viscosity problems simultaneously.
Manage Pressroom Temperature and Optimize the Ink Drying System
Two separate but related goals: reduce evaporation near the anilox, and ensure ink dries completely on the substrate.
Reduce evaporation near the roll:
- Maintain stable pressroom temperature and humidity within the ranges the ink supplier recommends
- Cover ink pans when possible and minimize the open ink surface exposed to press-side airflow
- Address airflow from nearby heat sources that may be accelerating surface evaporation
Ensure complete drying on the substrate:
- Match the press drying system — whether hot air, infrared, or a combination — to the production speed and substrate
- Ink that doesn't cure fully can migrate back toward the anilox, compounding drying risk on the roll
Infrared drying lamps concentrate energy directly into the ink on the substrate, minimizing heat dispersal into the surrounding environment. Fannon Products' short-wavelength infrared systems use a patented 24K gold reflector to direct that energy precisely where it's needed. For flexographic applications, Fannon also engineers custom infrared solutions and supplies replacement lamps for existing drying systems — reach them at 810-794-2000.
Select Anilox Roll Specifications Suited to Water-Based Ink Systems
Work with the anilox supplier to confirm that cell geometry, line count, and volume are appropriate for water-based inks before committing to a specification.
General guidelines:
- Choose a more open, shallower cell structure compared to solvent-ink specifications
- Verify BCM is matched to the pigment load and viscosity of the specific ink being run
- Don't assume a roll that performed well with solvent inks will work for water-based without checking compatibility
Open cell geometry promotes complete ink release during transfer and leaves less residue after each doctor blade pass. Shallower cells are also noticeably easier to clean, a real advantage in high-volume pressrooms.
Tips for Long-Term Prevention and Control
These daily practices prevent acute problems from compounding into expensive roll damage over months and years:
- Track cell volume on a schedule — using Capatch test strips, microscopy, or volumetric testing devices. FTA recommends an audit at 80% effective volume; Apex/ARCS guidance calls for a deep clean when volume has dropped 25–30%
- Document pH monitoring, viscosity checking, mid-run cleaning, and post-run wash procedures — then train every shift to follow them without variation
- Maintain a cleaning and inspection log for each roll, recording cleaning frequency, volume readings, and print issues observed; this data identifies rolls approaching end of useful life before quality degrades noticeably
- Put deep cleaning on the maintenance calendar — ultrasonic or chemical soak cycles should be scheduled events, not emergency responses triggered by print defects
Conclusion
Water-based flexo ink drying on anilox rolls has clear causes — and none of them are inevitable. Press downtime with ink left on the roll, pH drift, poor pressroom conditions, and mismatched cell geometry are all controllable with the right practices in place.
Prevention comes down to consistent execution:
- Clean promptly and thoroughly after every run
- Monitor ink chemistry and pH throughout the job
- Control pressroom temperature and humidity
- Match anilox cell geometry to the ink system
- Ensure drying infrastructure fully cures ink on the substrate
Operators and managers who build these habits protect their anilox roll investment, reduce unplanned downtime, and get the consistent print quality that water-based inks can reliably deliver.
Frequently Asked Questions
What causes water-based flexo ink to dry on an anilox roll?
Water-based inks dry on anilox rolls primarily because the water carrier evaporates quickly when the press is idle, pH drift causes resin binders to precipitate inside cells, and ink sitting in fine-line cells during stops has no mechanism to stay fluid. When all three conditions align, plugging accelerates faster than any single factor alone.
How can I prevent water-based flexo ink from drying on the anilox roll?
Never leave ink sitting on a stopped roll — flush and wash the anilox during any extended stop. Monitor pH and viscosity throughout the run, correct drift promptly, and keep the pressroom environment stable to slow evaporation between cycles.
Can dried water-based ink permanently damage an anilox roll?
Yes. Repeated dried ink buildup that isn't cleaned promptly permanently reduces cell volume. If hardened deposits require aggressive mechanical removal, the ceramic coating can be damaged — making regular preventive cleaning far less costly than restoration or roll replacement.
How often should anilox rolls be cleaned when running water-based inks?
Run a full wash-down at every press stop and a thorough clean after every job. For deep cleaning (ultrasonic or chemical soak), track cell volume — audit at 80% of nominal volume and schedule deep cleaning when loss reaches 25–30%.
What is the best cleaning method for removing dried water-based ink from anilox cells?
Ultrasonic cleaning combined with a purpose-made alkaline cleaning agent is the most effective approach for removing hardened deposits without risking ceramic coating damage. Ensure sleeve end seals are liquid-tight before ultrasonic cleaning, and rinse the roll promptly after any chemical soak.
Does controlling pH help prevent water-based flexo ink from drying on the anilox?
Yes. Maintaining ink within the supplier's recommended pH range (typically 8.2–9.4 alkaline) keeps the resin binder in stable suspension. When pH drops, binder precipitates onto cell walls and forms the hardened deposits that cause progressive plugging and color loss.