Introduction: What Is UV-Curable Powder Coating and Why Does It Matter?
If you're finishing wood, MDF, plastics, or pre-assembled components with electronics or gaskets, standard thermoset powder coatings aren't an option — they cure at 180–200°C, far above what those materials can tolerate. For years, manufacturers working with heat-sensitive substrates have defaulted to liquid coatings, accepting the trade-offs: VOC emissions, hazardous waste disposal, and slow throughput.
UV-curable powder coating offers a different path. It separates the melt and cure stages — the powder flows at roughly 100–125°C, then UV light triggers near-instant crosslinking. The result is a durable, solvent-free finish on heat-sensitive substrates, completed in about two minutes.
That combination of performance and efficiency is accelerating adoption across industries. The UV-cured powder coatings market is projected to grow by USD 4.19 billion at a 9% CAGR from 2024 to 2029, as VOC regulations tighten, energy costs rise, and furniture, automotive, and composite manufacturers seek alternatives to liquid finishing.
This guide covers how the technology works, its benefits and limitations, compatible substrates, and the lamp technologies — including UV LED systems — that make it possible.
Key Takeaways
- UV-curable powder coatings melt at ~100–125°C, then cure in under 10 seconds via UV light
- Full process cycle (application → cure) takes roughly 1–2 minutes, at least 3x faster than conventional thermal powder methods
- Compatible with MDF, wood composites, plastics, ceramics, glass, and conventional metals
- 100% solids, zero VOCs, no solvents: a direct advantage for sustainability-focused operations
- Key limitation: UV curing is line-of-sight only — recessed or hidden geometry requires additional lamp positioning to cure fully
What Are UV-Curable Powder Coatings?
UV-curable powder coatings are 100% solid, solvent-free finishing materials that cure through a photochemical reaction triggered by UV light. Conventional thermoset powders rely on sustained heat alone; UV powders separate that process entirely, which changes what's possible in terms of temperature, timing, and film quality.
Resin Chemistry
UV powder formulations are built around solid resins containing (meth)acrylic double bonds. Common resin families include:
- Unsaturated polyesters with maleic/fumaric unsaturation
- Urethane acrylates
- Epoxy acrylates and polyester acrylates
- Acrylate/methacrylate blends
When UV light hits the coating, it activates a photoinitiator — not a separate hardener as in thermoset systems — which triggers free-radical polymerization and crosslinks the resin network.
The Role of Photoinitiators
Two photoinitiator types handle different jobs:
- Alpha-hydroxy-ketone (AHK): Drives surface cure; absorbs in the near-UV range
- Bis-acylphosphine oxide (BAPO): Drives through-cure; absorbs at 300–450 nm
According to PCI Magazine's guidance on pigmented UV systems, industry formulators recommend combining AHK and BAPO for pigmented coatings: AHK handles surface cure while BAPO photobleaches as it absorbs, allowing UV light to penetrate deeper into pigmented layers and ensure full through-cure.
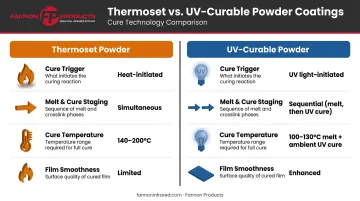
How UV Powder Differs from Thermoset Powder
In thermoset systems, melting and crosslinking happen simultaneously during one heat cycle. The coating starts curing before it has fully leveled, which can limit film smoothness.
UV powder systems decouple these two stages entirely. The molten film relaxes and flows at low temperature first; UV light only locks in the surface once leveling is complete. The result is smoother films with less thermal stress on the substrate.
| Property | Thermoset Powder | UV-Curable Powder |
|---|---|---|
| Cure trigger | Heat only | UV light (after melt) |
| Melt & cure staging | Simultaneous | Sequential (melt first, then cure) |
| Cure temperature | Higher (140–200°C) | Lower (100–130°C melt; UV at ambient) |
| Film smoothness | Limited by early crosslinking | Enhanced by full flow before cure |
How the UV Powder Coating Process Works
The entire sequence — from application to full cure — takes approximately two minutes. UV powder systems are at least 3x faster than traditional thermal powder methods.
Stage 1: The IR Melt and Flow Phase
After electrostatic application (corona or tribo-charging spray gun), the coated substrate enters a heat zone. Typical heat sources include:
- Medium-wave infrared (IR) radiation
- Convection heating
- Combined IR/convection systems
Melt temperature: approximately 100–125°C (212–257°F), compared to the 180–200°C required for standard thermoset cure. This phase takes 1–2 minutes. No curing occurs — the powder simply melts and flows into a smooth, uniform film.
Fannon Products manufactures medium-wave and short-wave quartz infrared lamps built for exactly this kind of controlled industrial heating. Their medium-wave lamps deliver 96% radiant efficiency with instant response time, which matters when processing heat-sensitive substrates where even minor temperature overshoot causes damage. Custom infrared heating fixtures can also be engineered to match specific panel sizes and conveyor integration requirements.

Stage 2: The UV Cure Phase
Once the film is flowing, the substrate passes under high-energy UV lamps. UV light activates the photoinitiator, triggering near-instant crosslinking via free-radical polymerization.
Cure time: less than 10 seconds.
Two critical matching requirements apply:
- Spectral alignment: The lamp's emission spectrum must overlap with the photoinitiator's absorption wavelength. A mismatch produces incomplete cure regardless of lamp power.
- Line-of-sight exposure: UV light cannot bend around corners, so every surface that needs to cure must have direct UV exposure. Complex geometries often require repositioning or multiple lamp angles.
Key Benefits of UV-Curable Powder Coatings
Faster Throughput
The near-instant UV cure dramatically compresses line time. Compared to conventional thermoset powder cure cycles of 15–30+ minutes at 300°F+, UV powder completes melt and cure in roughly two minutes total. In high-volume operations, that two-minute cycle translates directly to more parts per shift and fewer bottlenecks at the cure stage.
Lower Energy Demand
Heating a substrate to 100–125°C consumes far less energy than sustaining a 180–200°C cure oven. The UV cure stage itself occupies a compact footprint — smaller equipment, lower capital cost, and less floor space than a full convection cure oven.
The lamp technology used in the IR melt stage matters here. Fannon's Goldenrod infrared lamps, fitted with integral 24K gold reflectors, deliver 23.5% energy savings compared to standard lamp configurations — achieved by directing radiant energy precisely at the substrate rather than heating the surrounding air.
Expanded Substrate Compatibility
UV powder coatings open the process to materials that can't survive conventional cure temperatures:
- MDF and HDF panels
- Natural wood and wood composites
- PVC and most thermoplastic substrates
- Ceramics and glass
- Gypsum fiberboard
- Pre-assembled components with mixed materials (electronics, gaskets, plastics)
Environmental Profile
The EPA identifies UV-cured coatings among low/no VOC and HAP coating options. UV powder coatings are 100% solids — no solvents, no hazardous waste streams, no special use permits required. For manufacturers in states with strict air quality rules — or those pursuing corporate sustainability targets — that means fewer compliance headaches and a simpler path to permit approval.
Film Quality
Because melting and curing are decoupled, the molten film has more time to relax and level before crosslinking locks it in. The result is smoother surface films at lower temperatures than thermoset systems typically produce.
Compatible Substrates and Industrial Applications
UV-curable powder coatings span a wider substrate range than any other powder coating technology. That versatility is what drives adoption across industries where conventional powder coating falls short — whether the material is heat-sensitive, pre-assembled, or simply too large for a standard oven.
Substrate Compatibility Overview
| Substrate Category | Examples | Key Consideration |
|---|---|---|
| Wood composites | MDF, HDF, plywood | Must tolerate 100–125°C melt phase |
| Natural wood | Hardwoods, softwoods | Moisture content affects adhesion |
| Plastics | PVC, composites, carbon fiber | Heat distortion temperature must exceed melt temp |
| Mineral/ceramic | Glass, ceramics, gypsum fiberboard | Pretreatment for adhesion |
| Metals | Steel, aluminum, alloys | Standard electrostatic application |
| Pre-assembled | Mixed material components | Avoids damaging heat-sensitive inserts |
Industrial Application Areas
UV powder coatings see the most adoption in:
- Furniture and cabinetry: Kitchen and bathroom fronts, office furniture, wall panels, and retail fixtures
- Healthcare and hospitality: Shelving and fixtures where durable, cleanable finishes are essential
- Automotive plastic and composite components where assembly constraints rule out high-temperature baking
- Large or heavy metal parts that reach process temperature faster at 100–125°C than they would in a full convection oven
- Pre-assembled components with gaskets, electronics, or plastic inserts that would be damaged at the 180–200°C required for conventional powder
Given that range of applications, the equipment transition is straightforward. UV powder coating uses the same corona or tribo-charging electrostatic spray guns as conventional powder. Shops with existing powder spray equipment can integrate UV powders without major overhauls.
UV Lamp Technology: Arc Lamps vs. UV LED Systems
Two lamp categories serve UV powder curing, with distinct performance profiles.
Arc (Medium-Pressure Mercury) Lamps
Mercury arc lamps have historically dominated UV curing by broadcasting energy across broad spectral bands:
- H bulbs (220–320 nm): Clear and tinted applications
- D bulbs (320–400 nm, iron-doped): Low-level pigmented systems
- V bulbs (405–440 nm, gallium-doped): Pigmented systems requiring deeper penetration
The broad-spectrum output covers most photoinitiator absorption ranges, but comes with drawbacks: energy inefficiency, IR heat emission onto the substrate, intensity degradation over lamp life, and large system footprints.
UV LED Systems
UV LEDs emit at a single targeted wavelength: typically 365 nm or 395 nm. Studies using differential scanning calorimetry (DSC) to measure crosslink completion have shown that 395 nm UV LEDs achieve full cure in clear, black, white, and certain pigmented UV powder systems.
Operational advantages of UV LEDs over arc lamps:
- No warm-up time — instant on/off
- Consistent output intensity over operating life (no degradation curve)
- No mercury or heavy metal doping
- Significantly lower long-term operating costs
- Compact emitters that can be mounted on robotic arms to reach complex geometries
Fannon Products manufactures UV LED curing systems operating at 395–405 nm with power intensities of 16 W/cm², available in three module sizes (3-inch, 6-inch, and 9-inch curing windows). All models are air-cooled and include transport interlocks for production line integration.
The systems use a focused LED reflector design that concentrates UV output directly at the substrate, supporting both energy efficiency and consistent dose delivery at the coating surface.
Matching Lamp Output to Coating Requirements
Two metrics govern lamp selection:
- Irradiance (mW/cm²): Intensity at the coating surface
- Energy density / exposure (mJ/cm²): Total UV dose delivered
Both must be matched to the specific powder formulation, line speed, and lamp-to-substrate distance. Underpowered lamps or mismatched wavelengths produce incomplete cure regardless of exposure time.

Limitations and Formulation Considerations
UV powder coatings work well in many industrial settings, but three factors — geometry, pigment chemistry, and storage conditions — can limit where and how they're applied.
Line-of-Sight Curing
UV light travels in straight lines. Any surface that can't "see" the UV source won't cure. This includes:
- Inside corners and recesses
- Undercuts and hollow sections
- Complex 3D profiles with shadowed geometry
For parts with challenging geometries, robot-mounted UV LED emitters can be repositioned to expose hidden surfaces — but this adds equipment cost and system complexity. Parts with intricate shadowed geometry may be better candidates for conventional thermal cure technologies.
Pigment Interference
Certain pigments absorb UV wavelengths that compete with the photoinitiator:
- Titanium dioxide (TiO₂): Absorbs and scatters UV, reducing penetration into white coatings
- Yellow and red pigments: Absorb UV strongly, requiring adjusted photoinitiator selection and higher UV dose
These constraints limit the achievable color palette for UV powder systems, particularly for opaque whites and bright chromatic colors. BAPO photoinitiators — which photobleach during cure — partially address this by allowing UV to penetrate through light-absorbing layers, but formulation requires precise tuning of photoinitiator loading and UV dose.
Storage and Formulation Constraints
| Constraint | Detail |
|---|---|
| Storage stability | UV powder systems remain physically stable up to approximately 35–38°C (95–100°F); higher temperatures risk premature reaction |
| Benzoin incompatibility | Benzoin — a common degassing agent in thermoset powders — cannot be used in UV powder chemistry; it triggers pre-reactions during extrusion, compromising the powder before it reaches the substrate |
Frequently Asked Questions
What is UV-cured powder coating?
UV-cured powder coating is a two-stage process: a 100% solid, solvent-free powder is first melted onto a substrate using low-temperature IR or convection heat, then instantly cured by UV light that activates a photoinitiator to crosslink the coating. Full cure completes in seconds rather than the 15–30 minutes required by conventional thermoset powder.
Does powder coating provide UV protection?
These are two separate concepts. Standard powder coatings vary in UV resistance by resin type (polyesters outperform epoxies outdoors). UV-curable powder coatings use UV light as the curing mechanism — once cured, outdoor-grade polyester formulations can deliver strong weathering and gloss retention for exterior use.
How long does UV powder coating take to cure?
The UV cure phase takes under 10 seconds. The full process (electrostatic application plus IR melt/flow stage) runs approximately 1–2 minutes total, versus 15–30+ minutes for conventional thermoset powder cure cycles.
What substrates can UV-curable powder coatings be applied to?
Compatible substrates include MDF, HDF, wood composites, natural wood, PVC, plastics, ceramics, glass, gypsum fiberboard, steel, and aluminum. For non-metals, the primary requirement is tolerating the melt-phase temperature of approximately 100–125°C without distortion.
What are the main limitations of UV-curable powder coatings?
Two primary constraints: line-of-sight curing (hidden areas, recesses, and complex geometry won't cure without repositioned lamps or robotic emitters) and pigment interference (certain yellows, reds, and high-TiO₂ whites absorb UV and require specialized photoinitiator combinations).
How does UV powder coating compare to thermoset powder in cost?
UV powder materials cost more per unit than standard thermoset powders. Lower cure temperatures, faster cycle times (3x or more), higher throughput, and a smaller equipment footprint typically offset that premium in high-volume or heat-sensitive applications. For substrates like MDF where thermoset simply isn't viable, the cost case is straightforward.