Introduction
The curing oven is the single largest energy consumer in most powder coating operations. Regardless of production type or facility size, the curing stage consistently dominates the process energy budget. That directly affects your operating costs, carbon output, and how competitively you can price finished work.
Most powder coatings require the substrate to reach 350–400°F (177–204°C) and hold that temperature for 10–20 minutes. Everything about that requirement — the part mass, the oven size, the heat source, the idle time between batches — determines what you pay per cycle.
This guide covers:
- What physics actually drives curing energy consumption
- How gas convection, electric infrared, and hybrid systems compare
- How to calculate heat load and measure energy intensity
- The hidden drains most facilities overlook
- Proven reduction strategies with real ROI
Key Takeaways
- Curing is the dominant energy draw in any powder coating line — driven by part mass, temperature rise, and oven idle time
- Gas convection costs less at scale; electric infrared cuts cycle time — hybrid systems trade off between both
- Heat load = mass × specific heat × temperature rise; use it to estimate and compare oven loads
- Over-curing, degraded insulation, and unrecovered exhaust heat are the top hidden drains
- Infrared and hybrid curing eliminate preheat time and cut energy intensity — particularly for simple or flat part profiles
What Drives Energy Consumption in a Powder Coating Curing Oven
The Core Physics
Curing energy comes down to one equation:
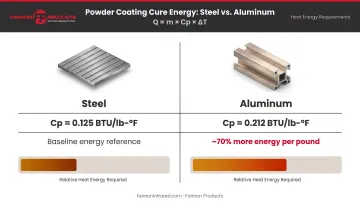
Q = m × Cp × ΔT
Where Q is heat energy required, m is part mass, Cp is the specific heat of the material, and ΔT is the temperature rise from ambient to cure temperature. According to Despatch's engineering guide, steel has a specific heat of 0.125 BTU/lb-°F, while aluminum runs higher at 0.212 BTU/lb-°F — meaning an aluminum part requires nearly 70% more energy per pound to heat than steel, all else equal.
Change the part mix, and your baseline energy consumption shifts without touching a single oven setting.
Oven Load Density and Heat-Up Cycles
Two operational factors amplify the physics in ways that are entirely controllable:
- Load density: A batch oven costs roughly the same to heat whether it's loaded at 40% or 90% of capacity. Every underloaded batch burns fuel for empty air and idle rack mass
- Heat-up cycles: The ramp phase from cold to setpoint consumes more energy per minute than steady-state operation. Frequent stop-start cycles on batch ovens — especially gas-fired ones — waste significant fuel on repeated heat-up without corresponding productive output
Production scheduling that groups similar part families and maximizes oven fill rate is an energy reduction strategy.
Ambient Conditions
Operational and scheduling choices aren't the only variables at play — the environment around your oven matters too. Lower ambient temperatures in winter increase the ΔT in the heat-load equation, both for the parts themselves (which start colder) and for the oven walls (which lose heat faster to a colder surrounding environment).
In most climate-controlled facilities, this isn't a dramatic swing. But in unheated shops or facilities with large bay doors, the seasonal impact on curing energy costs is real and measurable:
- Unheated shops: Parts arriving cold extend heat-up time and increase per-cycle energy draw
- Large bay doors: Radiant and convective heat loss accelerates when exterior temperatures drop
- Seasonal baseline shifts: Annual energy benchmarks should account for winter operating conditions
Comparing Curing System Types by Energy Use
Natural Gas Convection Ovens
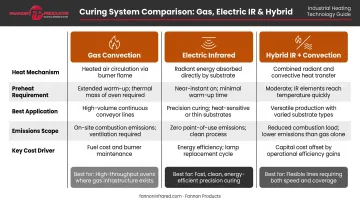
Gas convection ovens heat the air inside the chamber, which then transfers heat to parts by convection. The problem is that air is an inefficient heat transfer medium : the oven must heat the entire air volume, the oven walls, the racks, and the fixtures before part temperature moves meaningfully. Combustion produces flue gases that exit the stack carrying heat that never reaches a part.
Per DOE process-heating guidance, exhaust or stack loss is often the largest single heat loss in fuel-fired systems , exceeding all other losses combined in some configurations. On-site combustion is classified as Scope 1 emissions under EPA inventory guidance, which matters increasingly for facilities with carbon reduction targets.
Electric Infrared Ovens
Infrared systems transfer radiant energy directly to the coating and substrate surface, bypassing the need to heat all surrounding air first. For line-of-sight applications, the thermal gain is direct: energy goes where it's aimed rather than diffusing through a chamber.
The production impact can be just as concrete. A Heraeus Noblelight case study for Klinger UK showed that the previous gas-fired hot-air oven required at least 2 hours of preheat before production could begin, while the replacement infrared system required no preheating at all and occupied less than half the floor space. If preheat and idle time are real cost drivers in your operation, run that comparison against your own utility bills.
All emissions are Scope 2 (from electricity generation), shifting the carbon accounting but not eliminating it. The local grid mix determines actual emissions intensity.
Fannon Products designs and manufactures custom infrared lamp systems and complete curing fixtures for industrial applications including powder coating. Their short-wave quartz lamp lineup covers:
- 250W to 6,000W across voltages from 115V to 600V
- Goldenrod lamps with integral 24K gold reflectors that direct energy precisely where needed
- 23.5% energy savings compared to standard lamp designs
- Replacement lamps for existing IR oven equipment across a wide range of OEM configurations
Hybrid IR + Convection Systems
A hybrid setup uses infrared to rapidly ramp the part toward cure temperature (or to gel the powder coating surface quickly) then switches to convection to complete and even out the cure. This addresses IR's main limitation: complex part geometries with recessed areas and shadowed surfaces that direct IR cannot reach uniformly.
The energy and throughput advantages are meaningful. IR handles the most energy-intensive phase (heat-up) faster and more efficiently; convection handles the phase that benefits from uniform air circulation. A 2021 industry report noted that gas catalytic infrared can cure powder coatings 50–70% faster than conventional ovens — results that vary by configuration, but the directional advantage holds across most setups.
Choosing the Right System
| Factor | Gas Convection | Electric IR | Hybrid |
|---|---|---|---|
| Heat mechanism | Heats air → parts | Direct radiant to surface | IR ramp + convection finish |
| Preheat required | Yes (significant) | Minimal to none | Minimal |
| Best for | Complex geometries, high-mass parts | Flat/thin parts, line-of-sight surfaces | High-throughput mixed part profiles |
| Emissions | Scope 1 (on-site) | Scope 2 (grid) | Mixed |
| Key cost driver | Idle/exhaust losses | Electricity rate, lamp life | Controls complexity |
How to Calculate Heat Load and Measure Oven Energy Use
The Heat Load Formula
Start with the product heat-up calculation from Despatch's engineering guide:
Heat Load = pounds × (target temperature − initial temperature) × specific heat
Worked example — steel parts:
- Part mass: 50 lbs of steel
- Starting temperature: 70°F ambient
- Target metal temperature: 390°F (per powder data sheet)
- Steel Cp: 0.125 BTU/lb-°F
- Product heat load: 50 × (390 − 70) × 0.125 = 2,000 BTU per batch
That number is only the starting point. Three additional loads stack on top of it:
- Racks and fixtures — measure their mass and apply the same formula using their material's specific heat
- Make-up air load — fresh air entering the oven must be heated; Despatch's guide provides the formula based on SCFM and temperature differential
- Wall losses — continuous heat loss through oven surfaces, running whether parts are inside or not
Measuring Wall Losses in the Field
To isolate wall losses, run the oven empty at setpoint with exhaust dampers closed and observe the heater duty cycle. A high duty cycle on an empty oven means walls, doors, and structural mass are consuming a disproportionate share of your energy input before a single part enters.
Energy Intensity: Your Tracking Metric
Define energy intensity as energy consumed per good part, per pound of metal heated, or per square foot coated. Set a baseline for a normal production month, then track it monthly. Drift above baseline (without changes in part mix or production volume) is a reliable early signal of equipment degradation or process inefficiency.
Verify with a cure recorder or data logger placed on actual parts to confirm real metal temperature against oven setpoint. Two common mismatches to watch for:
- Thermocouple reads 390°F, part reaches 370°F — you're likely under-curing
- Compensating by running hotter — corrects the gap but inflates energy consumption and distorts your baseline math
Common Energy Drains in Powder Coating Curing Ovens
Degraded Insulation and Door Seals
Aging insulation and worn door gaskets force the oven to work harder to maintain setpoint — but the drain is invisible unless you measure it. A quick field check: touch the exterior oven skin during operation. If it's noticeably warm compared to the surrounding air, heat is escaping through the walls. The warmer the exterior surface relative to ambient, the worse the insulation is performing.
Replace door gaskets on a scheduled basis rather than waiting for visible failure. A door seal that looks intact can still allow significant heat loss if it has compressed and lost its seal profile over time.
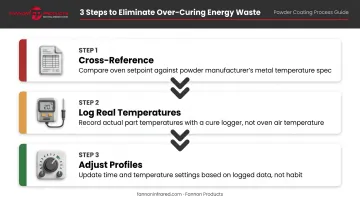
Over-Curing
Running hotter or longer than the powder manufacturer's specification is one of the most common and most preventable energy wastes in powder finishing. TIGER Drylac's Series 149 data sheet, for example, lists specific substrate cure schedules — 170°C / 338°F for 15 minutes or 200°C / 392°F for 5 minutes — tied to actual metal temperature, not oven air temperature.
Over-curing doesn't improve coating quality. In many cases it degrades it. Verify cure parameters against the powder data sheet, confirm with a cure logger, and dial back where the data supports it:
- Cross-reference oven setpoint against powder manufacturer's metal temperature spec
- Log actual part temperatures with a cure logger, not just oven air temperature
- Adjust time and temperature profiles based on logged data, not habit
Unrecovered Exhaust Heat
Gas ovens lose heat continuously through the flue stack. The DOE identifies exhaust loss as often the largest heat loss category in fuel-fired process heating systems. Waste heat recovery (WHR) systems — including heat exchangers that preheat incoming combustion air — can recapture a portion of this loss. The DOE's process-heating sourcebook cites 5–25% energy reduction potential for general process heating applications with typical paybacks of 1–3 years.
One important qualification: the DOE's clearest economic thresholds for WHR apply to higher-temperature processes. Powder cure ovens operating in the 350–400°F range represent a lower-temperature stream where the economics depend heavily on exhaust mass flow, operating hours, and available heat sinks. Require a site-specific heat balance before committing to WHR equipment.
Proven Strategies to Reduce Curing Oven Energy Consumption
Optimize Temperature and Time Settings
Always cure to the powder manufacturer's specification, not to habit or conservative over-treatment. Use a cure logger to verify actual metal temperature on representative parts — then use that data to identify whether you can reduce setpoint, reduce dwell time, or both. A few degrees of verified reduction across thousands of cycles adds up.
PPG reported in 2025 that low-bake powder formulations can cure at 20°C to 40°C lower temperatures than traditional powders. If your substrate and performance specifications allow it, reformulating is one of the most direct energy levers available.
Improve Insulation and Seal Oven Openings
Run a thermal imaging camera along oven walls and around door perimeters during operation. Hot spots on the exterior surface identify insulation failures and seal gaps that are bleeding energy continuously. Replacing degraded insulation panels and door gaskets typically has a short payback relative to the ongoing savings — particularly in high-utilization ovens that run long shifts.
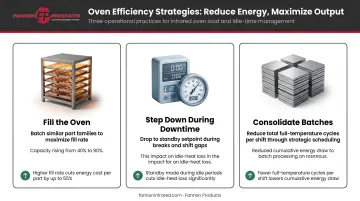
Maximize Load Efficiency and Reduce Idle Time
Two of the highest-leverage, zero-capital efficiency moves involve scheduling, not equipment:
- Fill the oven: Batch ovens cost the same to heat at 40% capacity as at 90%. Group similar part families together to maximize fill rate while maintaining adequate airflow for cure uniformity.
- Step down during downtime: An oven holding full cure temperature through a lunch break or shift gap burns fuel with zero output. Set a standby protocol — drop to a lower setpoint during known idle windows and document a scheduled shutdown procedure for end-of-shift.
- Consolidate batches: Running partial loads is a direct energy tax. Where production scheduling allows, batching strategically can meaningfully cut the number of full-temperature cycles per shift.
Consider Infrared or Hybrid Curing for High-Throughput Lines
For operations where preheat time, conveyor length, or thermal inertia are major cost drivers, infrared or hybrid curing deserves evaluation. The Heraeus/Klinger case — eliminating a 2-hour preheat requirement entirely — is the kind of operational change that shows up immediately in monthly utility bills.
Fannon Products designs and builds custom infrared systems for powder coating and industrial finishing — lamps, fixtures, and controls sized to your part geometry, line speed, and throughput. They also manufacture replacement IR lamps compatible with a wide range of existing OEM oven equipment, so an upgrade doesn't have to mean a full system replacement. Reach their application engineering team at 810-794-2000 or sales@fannonir.com.
Quick Energy Audit for Your Curing Oven
Test 1 — Exterior Surface Temperature Check
Measure the outer oven wall temperature during steady-state operation and compare it to ambient. A differential greater than 30–40°F above ambient on a well-insulated oven indicates heat loss through the walls — the larger the gap, the worse the insulation.
If temperatures are elevated, take these steps:
- Run thermal imaging to locate the worst-performing panels
- Replace damaged insulation in targeted zones
- Inspect and replace door gaskets
Test 2 — Exhaust Gas Temperature Check
Measure exhaust temperature at the oven stack or flue outlet. Readings more than 100°F above your cure setpoint — combined with significant mass flow and long daily run hours — mean substantial heat is leaving the building unused.
Before approaching a waste heat recovery (WHR) vendor, gather:
- Exhaust temperature at the flue outlet
- Estimated exhaust flow rate
- Daily operating hours
Test 3 — Monthly Consumption Trend Review
Track gas (therms or BTU) or electricity (kWh) against actual production volume each month — parts coated, pounds of substrate processed, or square footage cured. If consumption per unit output rises more than 5–10% above your established baseline without a change in part mix, it signals equipment degradation, process drift, or load scheduling changes. Investigate oven calibration, insulation condition, and load density before the variance compounds.
Frequently Asked Questions
How do you calculate heat load for a powder coating oven?
Multiply part mass by the material's specific heat and the required temperature rise: Q = m × Cp × ΔT. Then add estimates for rack and fixture mass, make-up air heating, and continuous wall heat losses to arrive at total energy demand per cycle.
How much does 1kg of powder coat cover?
Coverage depends on film thickness and application efficiency. AkzoNobel's Interpon data lists approximately 8.9 m²/kg at 75 microns. Higher film thickness or transfer inefficiency reduces coverage and increases the likelihood of rework, adding repeat curing cycles to your energy costs.
What temperature does a powder coating curing oven need to reach?
Most standard powder coatings require the substrate (not just the oven air) to reach 350–400°F (177–204°C) for 10–20 minutes. Low-bake formulations can cure at 20–40°C lower temperatures, cutting the energy required per cycle.
How much energy does a powder coating curing oven use per hour?
Typical small batch ovens run 10–30 kW per hour; large conveyorized systems can exceed 100 kW. Oven type, size, insulation quality, and load all shift that range substantially. Sub-meter actual consumption to establish your real baseline, as rated input and actual draw often differ by a notable margin.
Is infrared curing more energy-efficient than convection for powder coating?
For line-of-sight and flat or thin substrates, yes. IR transfers energy directly to the part surface rather than heating the entire air volume, and it eliminates or dramatically reduces preheat time. Complex geometries with deep recesses may require convection or a hybrid approach for uniform cure.
How often should powder coating oven temperature sensors be calibrated?
Calibrate thermocouples at least annually; in high-production environments, every 3–6 months is more appropriate. Sensor drift causes over-curing, wasting energy and degrading finish quality, without triggering any visible alarm.