Introduction
Most people assume paint is finished once it feels dry to the touch. In industrial and commercial contexts, that assumption causes real problems — peeling, adhesion failures, and expensive rework that could have been avoided entirely.
Dry and cured are not the same thing. A paint film can resist light finger pressure while still being vulnerable to solvents, abrasion, moisture, and mechanical stress. Acting on a coating before it has fully cured — recoating too soon, returning a surface to service, or applying cleaning agents — can compromise adhesion and durability in ways that don't show up immediately.
This guide covers:
- What paint curing is and how it differs from drying
- The stages a coating passes through before reaching full cure
- The factors that speed or delay the process
- Standardized testing methods professionals use to confirm readiness for service
- How infrared technology accelerates curing in industrial environments
Key Takeaways
- Paint curing is a chemical hardening process driven by solvent evaporation and binder cross-linking, not just surface drying
- A film can feel dry to the touch while still being weeks away from full cure
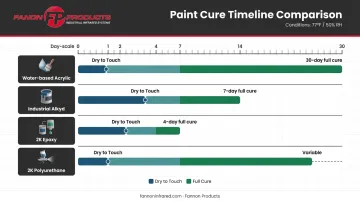
- Cure time varies by chemistry: acrylics need up to 30 days, alkyds around 7 days, and 2K epoxies as few as 4 days at 20°C
- Formal testing (pencil hardness, cross-cut adhesion, mechanical drying recorders) gives objective confirmation that touch-testing alone cannot
- Infrared lamps reduce cure time from days to roughly 20–45 minutes for epoxy and polyurethane coatings in controlled industrial settings
What Is Paint Curing — And How Is It Different from Drying?
Paint drying is a physical process: solvents or water evaporate from the film surface, leaving a skin that resists light contact. Paint curing is a chemical process: binders cross-link or coalesce throughout the film, producing maximum hardness, adhesion, and resistance to abrasion, solvents, and moisture.
AMPP distinguishes the two clearly — drying is solvent evaporation; curing is chemical cross-linking. ASTM D1640/D1640M formalizes this by covering stages and rates of drying, curing, and film formation as separate, measurable events.
The practical consequence: a film can be dry to the touch in an hour and still require weeks before it can be cleaned, recoated, or put into service without risk of damage.
Approximate Cure Times by Paint Type
| Paint Type | Dry to Touch | Full Cure | Conditions |
|---|---|---|---|
| Water-based acrylic (PPG Speed Cryl) | 1 hour | 30 days | 77°F / 50% RH |
| Industrial alkyd (PPG ALK-200) | 15–30 min | 7 days | 77°F / 50% RH |
| 2K epoxy (PPG Sigmacover 435) | 2 hours | 4 days | 68°F / 20°C |
| 2K polyurethane | Varies | Varies — see TDS | Per manufacturer spec |
Paint labels typically disclose dry time, not cure time. Treating a dry film as a fully cured one — cleaning it too soon, recoating prematurely, or putting it into service early — is a direct path to coating failure in both residential and industrial finishing.
The Stages of the Paint Curing Process
Paint curing moves through five distinct stages — and each one carries different handling rules. Skipping ahead too fast causes surface damage, adhesion failure, or costly rework.
Stage 1 — Wet Film
The film is fully workable immediately after application. Solvent or water content is at its highest, leveling is occurring, and the film is highly vulnerable to contamination, sagging, and surface disruption.
Stage 2 — Dry to Touch (Surface Dry)
Solvent evaporation from the surface creates a thin skin. The paint appears dry but the underlying film is still soft. Pressing, rubbing, or covering the surface at this stage leaves permanent marks or indentations. This is the stage most people mistake for completion.
Stage 3 — Tack-Free
The surface no longer picks up dust or feels sticky. Hardness is still developing, and blocking resistance (the tendency for two painted surfaces to bond when pressed together) remains poor. Many paint types can be recoated at this stage — but the recoat window matters. PPG ALK-200, for example, warns that recoating between 6 and 30 hours will cause lifting of the previous finish.
Stage 4 — Dry Hard / Through Dry
The film resists normal handling and light use, but chemical cross-linking is still underway. Exposure to solvents or heavy abrasion at this stage can still damage the coating.
Stage 5 — Full Cure
The film has reached maximum hardness, chemical resistance, and adhesion. All volatile compounds have escaped, binders are fully cross-linked, and the coating can withstand cleaning, abrasion, and the mechanical demands of its intended use. Depending on paint chemistry and environment, this stage can take anywhere from 4 days to 30+ days.
Knowing which stage a coating has reached determines which test methods actually mean something — surface-dry results tell you nothing about through-cure.
Factors That Affect Paint Cure Time
Cure behavior varies by product — always treat the manufacturer's Technical Data Sheet (TDS) as the authoritative reference. Three variables, however, consistently affect how quickly any coating moves through the cure stages.
Temperature
Higher temperatures accelerate both solvent evaporation and chemical reactions, reducing cure time. PPG ALK-200 publishes air-dry data at 77°F / 50% RH and lists force-dry conditions of 180°F / 82°C after a 10-minute air-dry period. PPG Sigmacover 435 can cure at temperatures as low as -10°C / 14°F — a range that would arrest most water-based systems entirely.
The key risk at high temperatures: surface skinning before the interior has cured, which traps residual solvents and causes blistering or adhesion loss.
Humidity and Ventilation
High ambient humidity slows evaporation in water-based coatings. Most manufacturers publish data at 50% RH as a baseline. PPG Sigmacover 435 (a 2K epoxy) states that RH up to 95% does not influence coating quality — which shows that RH sensitivity is chemistry-dependent, not universal.
Good airflow aids evaporation but needs to be balanced: excessive air movement at certain stages can cause blushing or uneven drying.
Paint Type and Film Thickness
Two-component (2K) systems like epoxies and polyurethanes cure through chemical reaction between components, not evaporation alone. This makes them less sensitive to humidity but still dependent on temperature for reaction rate.
Film thickness directly extends cure time. Research comparing films in the same coating system found:
- A 967-micrometer film retained 9.09% residual solvent
- A 559-micrometer film retained only 4.74% residual solvent
In the thicker film, the surface dried rapidly and formed a skin that trapped solvent in the interior. This is a known driver of delayed cure and subsurface defects like blistering.
How to Test If Paint Is Fully Cured
Visual inspection and informal tests are useful for a quick first pass, but they produce subjective results that can't be documented or used to verify coating performance to a specification. Standardized testing methods provide objective, repeatable data.
Simple Field Tests
Two informal tests are common on shop floors and job sites:
- Fingernail indent test — Press a fingernail firmly into an inconspicuous area. Permanent deformation indicates the film is not yet fully cured.
- Solvent rub test — Rub a solvent-dampened cloth on the surface and check for paint pickup. Any color transfer suggests incomplete cure.
Neither is appropriate for quality control documentation or specification compliance.
Hardness Testing Methods
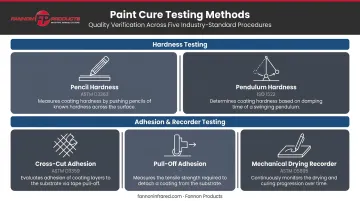
Pencil hardness testing (ASTM D3363) evaluates cure progression on metal and hard substrates quickly and at low cost. Pencils of increasing hardness are drawn across the film; the grade is determined by the point at which scratching occurs. It's a standard first step in coating QC.
For more precise measurement, pendulum hardness testing (ISO 1522) — using Persoz or König methods — measures damping time as a pendulum oscillates on the coated surface. A harder, more fully cured film damps the pendulum more quickly. This method is standard in coatings labs for tracking cure progression quantitatively.
Adhesion Testing Methods
Cross-cut adhesion testing (ASTM D3359 / ISO 2409) cuts a grid pattern through the film to the substrate, applies tape, then evaluates how much paint is removed. Results are rated on a standardized scale, and poor adhesion directly indicates incomplete cure or application failure.
For industrial coatings where more precise data is needed, pull-off adhesion testing uses a bonded dolly and measures the force required to detach the coating. This gives a quantified value (in psi or MPa) rather than a visual rating.
Drying and Curing Recorder Methods
Two standardized recorder methods capture objective, time-stamped evidence of cure progression:
- Mechanical drying time recorders (ASTM D5895 / ISO 9117-4) run a weighted stylus across a coated panel over a set time period. The track reveals exactly when each drying stage was reached, determining when a surface can be handled or returned to service.
- Ballotini bead testing (ISO 9117-3) is a lighter-touch method for confirming surface dry state in both air-drying and reactive systems.
How Infrared Technology Speeds Up Paint Curing
In automotive manufacturing, production lines, and finishing operations, waiting days or weeks for ambient cure is not operationally viable. Infrared (IR) lamps address this by delivering radiant energy directly into the coating and substrate, raising temperature rapidly to drive out solvents and promote cross-linking.
A key advantage over convection ovens: IR energy heats the coating from the substrate outward. This reduces the risk of the surface skinning before the interior has fully cured — the same mechanism that causes solvent entrapment and blistering in thick films. Hempel's technical guidelines for IR curing confirm that medium-wave IR can cure epoxy and polyurethane coatings in 20 to 45 minutes, depending on intensity and distance — compared to days under ambient conditions.
Wavelength, Intensity, and System Design
Matching the IR system to the coating and substrate determines whether curing works as intended — or causes thermal damage:
- Short-wave IR (1–3 micrometers) penetrates through the coating to heat the substrate directly
- Medium-wave IR (3–8 micrometers) is absorbed efficiently by organic coatings and is commonly used for paint curing applications
- Intensity and distance must be calibrated to the coating type — too close or too intense risks thermal shock and overcuring
The system geometry, exposure time, and lamp specification all need to be engineered together for consistent results.
Fannon Products' IR Capabilities for Paint Curing
Fannon Products has been manufacturing infrared lamps and custom heating systems for nearly 70 years, with automotive paint curing — primer, color coat, clear coat, and powder coat — as a core application area.
Their product range relevant to paint curing includes:
- Short-wave quartz infrared lamps — 96% radiant efficiency, instant thermal response, color temperatures up to ~4,100°F, available in virtually any length, wattage, and voltage
- Medium-wave quartz infrared lamps — cost-effective with long service life, heat-up/cool-down in 30 seconds or less, available with or without a 24K gold reflector
- Twin-tube quartz infrared lamps — available in short-wave and medium-wave configurations, customizable in length, wattage, voltage, and wiring
Fannon's Goldenrod lamps feature an integral 24K gold reflector that directs energy where it's needed, saving 23.5% in energy costs compared to standard lamps while keeping surrounding equipment cooler.

Fannon also designs, engineers, and manufactures complete custom IR curing systems — including fixtures, controls, and safety interlocks — matched to your production environment and coating spec.
For shops with existing equipment, Fannon supplies direct replacement lamps for third-party systems including Fostoria, Tempco, Heraeus, and others, with wattages from 450W to 6,000W+ and voltages from 120V to 600V.
If you need to shorten cure times, increase line throughput, or replace lamps in an existing IR curing system, contact Fannon Products at 810-794-2000 or sales@fannonir.com to discuss your application.
Frequently Asked Questions
What does paint curing mean?
Paint curing is the chemical process by which a paint film reaches maximum hardness and adhesion. It goes beyond surface drying to involve complete solvent evaporation and cross-linking or coalescence of binders throughout the entire film thickness.
How long does it take for paint to cure?
Cure time varies significantly by paint type and conditions. Water-based acrylics typically take up to 30 days, industrial alkyds around 7 days, and 2K epoxies as few as 4 days at 20°C. See the question below for the full list of variables that affect that timeline.
How do you tell if your paint is cured?
A fingernail indent test offers a quick field check: permanent deformation means the cure is incomplete. In professional settings, pencil hardness testing (ASTM D3363), pendulum hardness testing (ISO 1522), and cross-cut adhesion testing (ASTM D3359) provide objective, standardized confirmation.
What is the difference between paint drying and paint curing?
Drying refers to solvent or water evaporation that creates a dry-to-touch surface film. Curing is the deeper chemical process that produces full hardness, adhesion, and durability. A paint film can be completely dry to the touch while still being weeks away from withstanding cleaning, abrasion, or chemical exposure.
What factors affect how long paint takes to cure?
Temperature, relative humidity, airflow, paint chemistry (solvent-based vs. water-based vs. 2K reactive), film thickness, and substrate porosity are the primary variables. Each coating system responds differently. For any specific product, the manufacturer's TDS is the authoritative guide.
Can infrared lamps be used to cure paint?
Yes. Infrared lamps are widely used in automotive manufacturing and industrial finishing because they deliver targeted radiant heat that accelerates solvent evaporation and cross-linking. Medium-wave IR can cure epoxy and polyurethane coatings in 20 to 45 minutes, compared to days under ambient conditions.