Introduction
Manufacturers across printing, automotive, electronics, and industrial coating face a familiar set of pressures: rising energy costs, tightening VOC regulations, and relentless demand for faster throughput. UV LED coating curing addresses all three simultaneously — and it's no longer a niche technology reserved for specialized applications.
The global UV-curable coatings market was valued at $9.8 billion in 2024 and is projected to reach nearly $15 billion by 2033 — with UV LED systems driving a significant share of that growth. The economics, regulatory tailwinds, and performance advantages have made this a mainstream industrial technology.
This guide covers everything you need to evaluate UV LED curing for your operation: how the process works at a chemistry level, how it compares to arc lamp and microwave systems, the concrete benefits it delivers, which industries rely on it most, and what to look for when specifying a system.
Key Takeaways
- UV LED curing triggers photochemical polymerization in seconds using narrow-band UV light — no heat, no solvents
- LED systems consume roughly 2.5 kW per lamp per hour versus 10.5 kW for arc lamps — significant savings at production scale
- LED lamp heads last up to 50,000 hours, far beyond the 1,000–3,000 hours typical of mercury arc lamps
- UV-formulated coatings must be matched to the LED system's specific wavelength (365, 385, 395, or 405 nm)
- Key industries include printing, packaging, automotive, wood finishing, electronics, and industrial metal coating
What Is UV LED Coating Curing and How Does It Work?
UV LED coating curing uses light-emitting diodes to emit ultraviolet energy at specific, narrow wavelengths — most commonly 365 nm, 385 nm, 395 nm, or 405 nm. That UV energy triggers a photochemical reaction inside a UV-formulated coating, causing it to harden in seconds or less.
The Photochemistry Behind It
The coating contains photoinitiators — compounds that absorb UV light and break apart to generate reactive free radicals or cationic species. Those reactive species trigger rapid polymerization and cross-linking of resins and monomers, forming a dense, solid polymer network. Two systems drive this reaction:
- Free-radical systems : photoinitiators generate radicals that cross-link with binder molecules like monomers and prepolymers, enabling rapid film formation
- Cationic systems : based on onium salts, these initiate epoxy-based polymerization with lower shrinkage, strong chemical durability, and enhanced adhesion
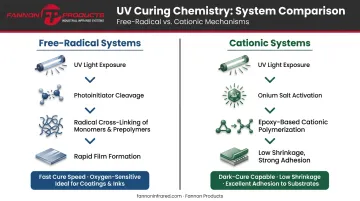
Both produce the same outcome: inks cure in under a second, and most industrial coatings cure within seconds.
System Components
A UV LED curing system consists of four elements working together:
- LED lamp head — emits UV at the specified wavelength within a narrow ±10 nm band
- Cooling system — air- or water-cooled to maintain stable operating temperature
- Power supply unit — regulates irradiance output, measured in W/cm²
- Substrate handling — conveyor, chamber, or fixture that moves parts through the cure zone
Why Coating-to-Wavelength Matching Is Non-Negotiable
UV-curable coatings are formulated for specific wavelength ranges. A coating optimized for broad-spectrum mercury output will not cure reliably under a 395 nm LED system without reformulation. Confirm compatibility with both your coating supplier and system manufacturer before specifying equipment — this is the most common source of poor results during LED transitions.
That wavelength-chemistry relationship is also what sets UV LED curing apart from conventional thermal or air drying. Thermal processes evaporate solvents over hours using heat energy. UV LED curing is solventless, low-temperature, and near-instantaneous — a different class of process, not just a faster version of the same one.
UV LED vs. Arc Lamp vs. Microwave Curing: A Technology Comparison
Three UV curing technologies are in active industrial use: medium-pressure mercury arc lamps, microwave (electrodeless) mercury lamps, and UV LED systems. All three deliver ultraviolet energy, but they differ significantly in operating characteristics, cost profile, and environmental burden.
How Each Technology Works
Arc lamps emit broad-spectrum UV from 200–450 nm. They're widely installed but carry high operational costs: bulbs last only 1,000–3,000 hours, require 3–10 minutes of warm-up and cooldown before restriking. They also generate considerable infrared heat and noise, contain mercury requiring managed disposal, and their spectral output degrades unevenly along the bulb length as they age.
Microwave (electrodeless) lamps also emit across the 200–450 nm range and improve on arc lamps in a few areas — bulb life extends to 6,000–8,000 hours and restart time drops to roughly 15 seconds. But energy consumption remains high, components are heavy, and the bulbs still contain mercury and noble gas, carrying the same disposal requirements.
UV LED systems work differently at a fundamental level. Output is narrow-band at a single specified wavelength (±10 nm), with no mercury, no ozone, and instant on/off at full power. According to UV+EB Technology's 2024 energy analysis, LED lamp heads reach a typical operational life of 50,000 hours. GEW's AeroLED2 diodes are rated at greater than 30,000 hours; Heidelberg and M&R systems list up to 25,000 hours.
Side-by-Side Comparison
| Feature | Arc Lamp | Microwave Lamp | UV LED |
|---|---|---|---|
| Lamp life | 1,000–3,000 hrs | 6,000–8,000 hrs | 30,000–50,000 hrs |
| Spectral output | Broad (200–450 nm) | Broad (200–450 nm) | Narrow (±10 nm) |
| Energy use per lamp | ~10.5 kW/hr | ~9 kW/hr | ~2.5 kW/hr |
| Warm-up required | 3–10 minutes | ~15 seconds | None (instant on/off) |
| Mercury content | Yes | Yes | No |
| Ozone generation | Yes | Yes | No |
| Physical footprint | Large + ducting | Large | Compact, no ducting |
| Maintenance burden | High | Moderate | Low |
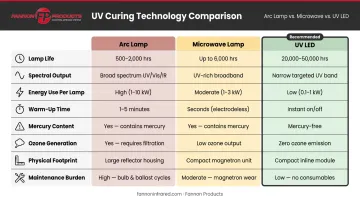
Arc lamps offer broad-spectrum output that some legacy coatings were originally formulated around — but that capability comes at a steep operating cost. Microwave lamps reduce lamp replacement frequency and restart delays, yet energy draw and mercury disposal remain unresolved. UV LED systems eliminate both problems outright: lower energy draw (~2.5 kW/hr vs. ~10.5 kW/hr for arc), no mercury, and lamp life that outlasts arc lamps by a factor of 10 or more.
Key Benefits of UV LED Coating Curing
Energy Efficiency and Cost Savings
UV+EB Technology reports that LED systems draw roughly 2.5 kW per lamp per hour versus 10.5 kW for arc and 9 kW for microwave systems. In real production environments, that gap translates to:
- $59,427 in annual energy savings on a mechanical tube coating line
- $72,260 in annual savings on an OCTG line-pipe application
- Up to 55% energy reduction compared to conventional UV arc, per GEW's AeroLED2 data
Those figures reflect single-line configurations. Operations running multiple curing stations scale the savings proportionally.
Zero VOCs, Ozone, and Mercury
UV-curable coatings operate at near 100% solids, which means no solvents, water, or fillers — and zero volatile organic compound (VOC) or hazardous air pollutant (HAP) emissions during curing. Pair that with LED lamps, which contain no mercury and produce no ozone, and the combined system eliminates:
- Regenerative thermal oxidizers (RTOs) for VOC abatement
- Ozone extraction ductwork and air handling
- Mercury lamp disposal under universal waste regulations
- Permitting complexity under EPA Control Techniques Guidelines covering wood furniture, miscellaneous metal/plastic parts, and flexible packaging printing
Longer Lamp Life and Lower Maintenance
LED lamp heads are rated at 30,000–50,000 hours — roughly 10–30× longer than arc lamps at 1,000–3,000 hours. Fewer replacements mean fewer unplanned stoppages, lower consumable spend, and scheduled maintenance windows instead of reactive failures mid-run.
Instant On/Off and Consistent Output
Mercury lamps warm up, cool down, and degrade unevenly — creating spectral drift that causes color and gloss inconsistencies over time. LED systems reach full rated output the moment they switch on and hold consistent irradiance across the cure zone for their entire operational life. That stability directly reduces rework and scrap on long production runs.
Compact Footprint and Safer Working Conditions
LED curing systems require no large ducting infrastructure, generate minimal heat, produce no ozone, and contain no mercury. UV+EB Technology notes that LED installations typically occupy less than 10 linear feet of line space. For facilities constrained on floor space or air handling capacity, that's real square footage recovered — along with reduced burn risk, no ozone exposure for workers, and mercury removed from the facility entirely.
Industries and Applications for UV LED Coating Curing
Printing and Packaging
UV LED curing is used across digital, flexographic, offset, and screen printing for curing inks and protective coatings on paper, plastic films, labels, and packaging substrates. Heidelberg integrates its DryStar LED system into Speedmaster models with lamp life up to 25,000 hours. M&R's Photon UV LED system handles belt widths from 61 to 183 cm with LED array life up to 25,000 hours, no ozone output, and no external exhaust venting required.
Fannon Products manufactures UV LED curing systems specifically for the printing industry. Three standard module sizes are available — 3-inch, 6-inch, and 9-inch — with the following specs across all configurations:
- Operating wavelength: 395–405 nm
- Irradiance: 16 W/cm²
- LED reflector design focuses UV energy directly at the substrate, allowing faster line speeds while cutting power consumption
Fannon also supplies replacement infrared lamps for Heidelberg Speedmaster and M&R flash dryer equipment, giving printing operations a single source for both curing and drying components.
Automotive and Industrial Manufacturing
UV LED curing handles protective and decorative coatings on metal components, automotive parts, pipes, and tubes on continuous production lines. That throughput comes without the heat risk of oven-based systems — UV LED produces no thermal distortion on temperature-sensitive substrates or tight-tolerance metal parts. Fannon's UV LED systems serve automotive applications including paint curing and plastics/thermoforming, built to meet the throughput and precision demands of vehicle manufacturing.
Wood, Electronics, and Other Applications
UV LED's low heat output opens it to substrates that arc lamps can't touch without causing damage:
- Wood and furniture — flooring, cabinetry, and panel finishing, including single-sided lacquer curing (Robert Buerkle GmbH uses Phoseon UV LED systems for this application)
- Electronics — conformal coatings on PCBs and optical bonding applications
- Medical devices — device coatings where heat-sensitive materials require precise, low-temperature curing
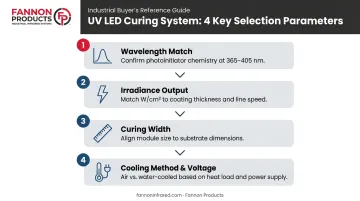
How to Choose the Right UV LED Curing System
Start With Wavelength and Coating Compatibility
This is the gating decision. LED-specific photoinitiators are formulated to absorb within the 365–405 nm range, but each formulation targets a narrower band. Your LED system's output wavelength must match the photoinitiator chemistry in your coating exactly. Confirm compatibility with both your coating supplier and the system manufacturer before specifying or purchasing any equipment.
Fannon's systems operate at 395–405 nm, which aligns with the most widely available UV LED-compatible coating formulations currently on the market.
Match Output Power and Curing Width to Your Process
With wavelength confirmed, the next step is sizing the system to your production requirements. Key parameters to define before selecting:
- Irradiance (W/cm²) — higher irradiance is needed for thicker coatings and faster line speeds. Fannon's systems deliver 16 W/cm² across all module sizes.
- Curing width — match the emitting window to your substrate. Fannon offers 80 mm (3-inch), 160 mm (6-inch), and 240 mm (9-inch) modules.
- Cooling method — air-cooled systems suit most printing and light industrial applications. Water-cooled architectures are designed for high-speed, continuous, or wide-format operations generating sustained heat loads.
- Voltage and power — Fannon's 3- and 6-inch modules run at 120V (540W and 1080W respectively); the 9-inch module requires 220–230V at 1620W.
When to Consider a Custom System
Standard off-the-shelf configurations handle most printing and light industrial applications. Some production environments call for something more specific. A custom-engineered system is worth considering when your process involves:
- Irregular part geometries that standard emitting windows can't cover evenly
- Multi-zone curing requirements across a single line
- Integration into existing automated equipment with non-standard form factors
Fannon Products builds custom UV LED curing systems to meet these application-specific demands. Contact their team at sales@fannonir.com or 810-794-2000 to discuss your process requirements and find the right configuration.
Frequently Asked Questions
What is UV LED curing?
UV LED curing uses ultraviolet LEDs to emit energy at a specific wavelength, triggering polymerization in UV-formulated coatings, inks, or adhesives. The photochemical reaction hardens the material in seconds without heat or solvents.
How long does UV LED coating curing take?
Curing completes in seconds — under one second for inks in high-speed applications. Exact time depends on coating formulation, LED irradiance, line speed, and coating thickness. It's still far faster than air drying (hours) or oven drying.
Is UV or LED better for curing coatings?
"UV" describes the energy type; "LED" describes the lamp technology. UV LED systems are the preferred modern standard over traditional mercury arc or microwave UV lamps: they last longer, consume less energy, produce no mercury or ozone, and deliver more consistent output over time.
What industries use UV LED coating curing?
Common industries include:
- Printing and packaging
- Automotive manufacturing
- Wood and furniture finishing
- Electronics (PCB conformal coatings)
- Medical device coatings
- General industrial metal and pipe coating
What wavelength is used in UV LED curing systems?
Standard wavelengths are 365 nm, 385 nm, 395 nm, and 405 nm. The correct wavelength must match the photoinitiator chemistry in the specific coating or ink being cured — it's not interchangeable.
How does UV LED compare to traditional arc lamp curing?
UV LED systems offer clear operational advantages over arc lamps:
- Last 10–30× longer with no warm-up time
- Consume roughly 75% less energy per lamp
- Produce no mercury or ozone and have a smaller footprint
Arc lamps do provide broad-spectrum output that some legacy coatings require, but at significantly higher operational and environmental cost.