Most shops treat cooling as passive waiting. It isn't. The coating is still above its glass transition temperature when parts come out — meaning the film is soft, stress-sensitive, and vulnerable to anything from a cold draft to an overeager fan. Get it wrong and you get micro-cracking, adhesion failure, gloss loss, or warping. Get it right and those defects simply don't occur.
Rapid or uncontrolled cooling is one of the most overlooked causes of finish failures in powder coating operations — and one of the most preventable. This article covers the common causes, how to recognize early warning signs, and what practical prevention measures actually work.
Key Takeaways
- Parts above ~250°F at oven exit stay vulnerable to defects until the coating fully solidifies
- Common causes: premature handling, cold plant drafts, unregulated fan cooling, and water quenching decorative coatings
- Key defects: surface micro-cracking, adhesion failure, gloss variation, warping, and delamination
- Prevention requires controlled cool-down zones, PMT monitoring, and cooling methods matched to part mass and powder chemistry
- Long-term control requires documented cooling profiles and repeatable operator procedures
Common Causes of Powder Coating Problems from Rapid Cooling
Rapid cooling problems originate during the solidification phase — the window between when cross-linking finishes and when the film stabilizes below its glass transition temperature. As Powder Coated Tough notes, most powder formulas have a Tg of approximately 250°F, and coating above that threshold can remain soft or tacky and vulnerable to surface damage.
"Rapid cooling" doesn't just mean cooling quickly. It means cooling faster than the coating and substrate can handle without inducing thermal stress.
Removing Parts Too Soon After the Cure Cycle
Pulling parts the moment the timer ends is one of the most common mistakes in batch operations. The oven cycle finishing doesn't mean the coating is ready for handling — if the film is still above Tg, any contact or sudden air exposure can mar the surface or initiate stress fractures.
In practice, an operator opens the oven door and immediately racks parts to keep throughput moving — before the coating has hardened enough to tolerate ambient air movement or contact.
Cold Ambient Air and Plant Drafts
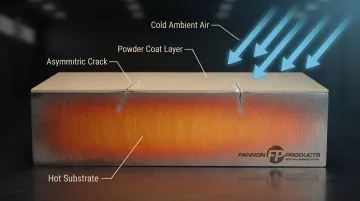
Moving hot parts directly into a cold plant environment creates a sharp temperature differential. Dock doors, HVAC vents, and winter ambient air all accelerate surface cooling while the substrate stays hot — the coating contracts faster than the metal beneath it, generating internal stress that leads to micro-cracking or delamination.
Powder Coated Tough describes thermal shock as temperature variation that causes tension in a material and can cause breakage, especially in brittle conditions. Batch operations are particularly exposed to this risk when parts are hung near open doors or placed under ceiling fans without any staging period.
Aggressive Fan-Forced Cooling on Heavy Parts
Directing high-velocity airflow at heavy-mass parts — thick steel, dense castings — cools the coating surface rapidly while the substrate core retains heat much longer. That temperature gradient between surface and core causes the coating to crack or peel as the metal expands and contracts unevenly.
Light-sheet and flat parts tolerate faster air cooling better than thick, complex geometries. Applying the same cooling approach across all part types — regardless of mass — produces inconsistent results batch to batch.
Water Quenching Decorative Coatings
Water quenching is an appropriate method for functional coatings like Fusion Bonded Epoxy on rebar or pipe — ISO 21809-2 covers these plant-applied FBE applications where parts are processed from very high temperatures. It is not appropriate for standard decorative polyester or epoxy-polyester powder coatings.
Applied to decorative finishes, water quenching causes severe thermal shock. Common failure modes include:
- Adhesion failure at the substrate interface
- Water spotting and surface blistering
- Gloss disruption and color shift
Operators unfamiliar with coating-type distinctions sometimes carry water-quench practices over from adjacent process lines — decorative coatings simply aren't built to handle that rate of heat removal.
What Happens If Rapid Cooling Problems Are Ignored
Uncontrolled cooling generates systemic batch failures — not isolated rejects. According to Products Finishing, well-run powder coating operations typically see reject rates in the 2% to 8% range, but shops handling higher-risk work — castings, metallics, hammer tones — can reach 10% to 25%. Uncontrolled cooling is a direct contributor to landing in that upper range.
The downstream consequences extend beyond rework cost:
- Coatings that appear visually intact but harbor micro-stress fractures fail earlier in the field when exposed to UV, moisture, or mechanical stress
- Field failures generate customer returns and warranty claims that cost far more than rework
- Repeat defects across batches signal a process problem that erodes confidence in finish quality
Warning Signs You're About to Experience Rapid Cooling Defects
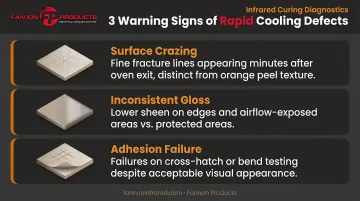
Many rapid cooling defects are detectable before full-batch rejection occurs. Watch for:
- Surface crazing or fine cracking appearing within minutes of parts exiting the oven — often mistaken for orange peel, but with a distinctly fractured, web-like pattern rather than an uneven texture
- Inconsistent gloss readings across the same part — thinner edges or areas exposed to airflow show lower sheen than protected areas that cooled more gradually
- Adhesion failures during cross-hatch or bend testing (per ASTM D3359 and ASTM D522) on test panels that otherwise appeared visually acceptable after cooling
When these patterns appear consistently, the issue is in the cooling process — and adjusting it is where the fix begins.
How to Prevent Rapid Cooling Defects
Prevention means treating cooling as a deliberate, managed process step. The method you choose must match the part's material, mass, geometry, and the specific powder formulation used.
Establish a Controlled Ambient Cool-Down Staging Area
Designate an area away from drafts, open doors, HVAC outlets, and temperature extremes where parts can rest undisturbed after oven exit. In conveyor systems, build sufficient track length to allow natural cool-down at line speed before parts reach the unload station.
This is the baseline minimum for any shop: it costs little, requires no equipment, and eliminates the most common source of cooling-induced defects. Set this up before adding any active cooling systems.
Use a Forced-Air Cooling Tunnel Instead of Raw Plant Fans
A properly designed forced-air cooling tunnel draws filtered outside air across parts at managed velocity and exhausts heated air outside the plant. As Blasdel describes, cooling tunnels use two blowers to force outside air in and draw heated air away so parts cool faster for immediate handling or downstream processing.
Key design principles:
- Airflow velocity and distribution should be engineered for the part profile, not simply maximized
- Add paddle fans or baffles to promote even airflow rather than directing concentrated streams at one area
- Never retrofit plant floor fans as a substitute — unregulated airflow creates the same rapid, uneven cooling conditions the tunnel is meant to prevent
Implement forced-air cooling when ambient staging alone can't achieve acceptable throughput, or when heavy-mass parts are common.
Monitor Part Metal Temperature (PMT) Throughout Cooling
Reliant Finishing Systems notes that cure time should be counted from when the part metal temperature — not oven-air temperature — reaches the target. The same logic applies on the back end: PMT during cooling determines when parts are safe to handle or subject to active airflow.
Use a calibrated contact thermocouple (type-K) to track PMT after oven exit. Once the part drops below approximately 250°F, the film has solidified sufficiently to tolerate directed airflow without stress cracking. Operators who rely on estimated cool-down times rather than measured PMT produce variable results.
Consistent, uniform heating during cure also creates a predictable starting PMT when parts exit the oven. Fannon Products' custom infrared curing systems for automotive and powder coat applications use 96% radiant efficiency with instant thermal response, which tightens PMT at oven exit and makes the transition to cooling more controlled.
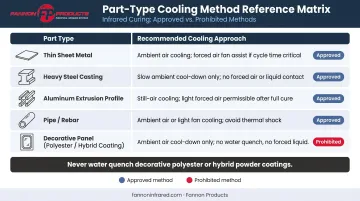
Match the Cooling Method to Part Mass, Substrate, and Powder Type
There is no universal cooling routine. Heavy-mass steel and complex geometries require longer, gentler cooling periods. Applying the same routine used for thin sheet metal to thick castings produces coating failure.
| Part Type | Cooling Approach |
|---|---|
| Thin sheet metal | Ambient staging or light forced-air acceptable |
| Heavy steel / dense castings | Extended ambient staging; gradual forced-air only |
| Aluminum parts | Loses heat faster than steel; sensitive to uneven airflow |
| Functional FBE coatings | Water quench acceptable per manufacturer spec |
| Decorative polyester / hybrid powders | Never water quench; ambient or controlled forced-air only |
Establish documented cooling profiles for each part category that specify method, minimum PMT before active cooling, minimum PMT before handling, and estimated total cool-down time. Treat these the same way curing recipes are documented.
Tips for Long-Term Prevention and Control
Rapid cooling defects turn into recurring batch failures when procedures aren't consistent. These four practices keep that from happening:
- Run quarterly PMT checks on representative parts from each batch family, or whenever part configurations change — log results alongside curing records for traceability
- Train operators on glass transition temperature: parts above 250°F must not be handled, exposed to drafts, or hit with active airflow — cover this in onboarding and annual refreshers
- Keep a cooling log capturing part type, cooling method, ambient plant temperature, and any finish anomalies — seasonal patterns in this data surface systemic problems early
- Install sensors or data loggers at the oven exit and cool-down zone to build a continuous post-cure temperature record — useful for quality documentation and catching when plant conditions (winter drafts, summer HVAC shifts) affect the cooling environment
Conclusion
Rapid cooling is a controllable process variable. The root causes — premature handling, cold drafts, unregulated airflow, mismatched cooling methods — each have a clear corrective action. None of them require expensive equipment to address; most require documented procedures and consistent operator discipline.
Investing in a controlled cool-down staging area, documented cooling profiles, and consistent PMT monitoring produces returns that are easy to quantify:
- Fewer rework cycles and scrap parts
- Reduced field failures from coating adhesion loss
- More consistent finish quality across part types and batch conditions
The cool-down phase carries just as much risk as the cure cycle itself. Treat it with the same procedural rigor, and the results will show.
Frequently Asked Questions
How can I tell if powder coating is fully cured?
The most reliable methods are a solvent rub test (per ASTM D5402) or a cross-hatch adhesion test (per ASTM D3359). Visual inspection alone is insufficient. A coating that feels hard may still be cross-linking at ambient temperature, and appearance doesn't confirm mechanical performance.
How long does it take for powder coating to cure?
Most standard powders require 10–20 minutes at 350°F–400°F part metal temperature, with total oven dwell time (including ramp-up) typically running 25–45 minutes for moderate loads. Some formulations have tighter windows — TIGER Series 149, for example, calls for 15–25 minutes at 338°F. Follow the powder manufacturer's Technical Data Sheet for validated parameters.
What happens if powder coating is overcured?
Overcuring typically causes gloss reduction, yellowing (especially on white powders), and increased brittleness. Most modern powders tolerate moderate overbaking, but exceeding the validated time-temperature range degrades both mechanical and aesthetic performance.
Can rapid cooling crack or damage powder coating?
Yes. Cooling parts too quickly while above the glass transition temperature (~250°F) creates thermal stress that causes micro-cracking, surface crazing, and adhesion failure. Severity depends on part mass, substrate material, and the abruptness of the temperature drop.
What temperature is safe to handle powder-coated parts after curing?
Parts should cool below approximately 250°F before contact or active airflow is applied, and should reach near-ambient temperature before final handling or packaging to avoid marring the finish.
What is the glass transition temperature and why does it matter for cooling?
The glass transition temperature (~250°F for most powder formulations) is the point where a cured coating transitions from a soft, pliable state to a rigid film. Above this threshold, the coating remains vulnerable to mechanical damage and thermal stress, making controlled cooling essential until the part clears this range.