This guide covers what UV LED curing is, how the photochemistry works, how it compares to traditional UV, which industries rely on it, and what to evaluate when selecting a system.
Key Takeaways
- UV LED curing uses narrow-wavelength UV light to trigger instant photopolymerization in specially formulated inks, adhesives, and coatings
- LED systems last 20–40x longer than mercury arc lamps (40,000+ hours vs. 1,000–2,000 hours) and use up to 65% less energy
- Cooler operation makes UV LED suitable for heat-sensitive substrates like thin films, plastics, and labels that would degrade under traditional UV
- LED systems emit at specific wavelength bands (365, 385, 395, or 405 nm), and your chemistry must be formulated to match
- Not a universal drop-in replacement: hard-coat surface finishing may still need traditional UV's broader spectrum for full cure
What Is UV LED Curing and How Does It Work?
UV LED curing is a photopolymerization process: ultraviolet light from LED diodes triggers a chemical reaction in photo-reactive materials, converting them from liquid to solid in seconds, with no heat-based evaporation and no solvents.
The chain reaction follows a clear sequence:
- UV light is absorbed by photoinitiators in the ink, adhesive, or coating
- Photoinitiators generate free radicals (or cations in cationic systems)
- Free radicals react with monomers and oligomers (typically acrylate or methacrylate derivatives)
- Cross-linking occurs across the resin network
- Material solidifies in seconds without oven drying or solvent evaporation
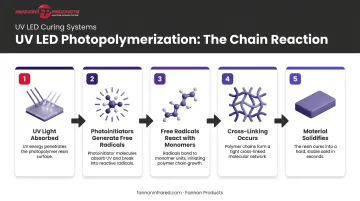
According to Arkema/Sartomer, UV and LED curable systems form cross-links within a resin network, creating cured films without evaporation. Photoinitiators typically make up less than 5% of a formulation by weight, yet they drive the entire reaction.
Key Hardware Components
A complete UV LED curing system includes:
- UV LED lamp head — emits UV at a specific narrow wavelength band
- Power supply unit — regulates output in W/cm²
- Cooling system — air-cooled (simpler installation) or water-cooled (higher duty cycles)
- Control and interlock interface — integrates with production line safety and transport systems
- Optional conveyor or curing chamber — for continuous production-line operation
Fannon Products manufactures UV LED curing systems at their Michigan facility in three module configurations:
- Sizes: 3-inch, 6-inch, and 9-inch curing modules
- Wavelength: 395–405 nm operating range
- Power intensity: 16 W/cm²
- Cooling: Air-cooled design
- Press integration: Transport interlock (24 VDC or dry contact)
UV Wavelengths Explained
The UV spectrum divides into three regions relevant to curing:
| Region | Wavelength Range | Relevance to Curing |
|---|---|---|
| UVC | 200–280 nm | Germicidal; used in some surface cure |
| UVB | 280–315 nm | Surface cure contribution |
| UVA | 315–400 nm | Primary industrial curing band |
UV LED curing systems operate almost entirely in the UVA range — the safest of the three and the most effective for polymerizing industrial inks, adhesives, and coatings. Standard commercial wavelengths are 365, 385, 395, and 405 nm, all within UVA.
UV LED vs. Traditional UV Curing: Key Differences
Traditional mercury arc lamps work by passing an electric discharge through mercury vapor inside a sealed quartz tube. The resulting plasma emits UV across a broad spectrum — from UVC through visible light — which historically made them versatile but came with significant trade-offs.
That broad-spectrum output is exactly what distinguishes them from UV LED systems. The table below breaks down where the two technologies diverge on factors that matter most to production environments.
Side-by-Side Comparison
| Dimension | Mercury Arc Lamp | UV LED |
|---|---|---|
| Spectral output | Broad (200–450+ nm) | Narrow (~±20 nm band) |
| Surface temperature | 600°C–800°C | ~60°C maximum |
| Warm-up time | 3–10 minutes | Instant on/off |
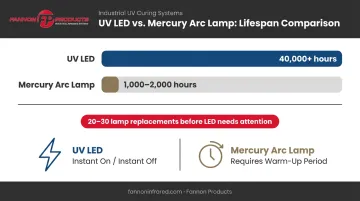
| Lamp lifespan | 1,000–2,000 hours | 40,000+ hours |
| Mercury content | Yes | None |
| Ozone generation | Yes | None |
| Energy use | Baseline | 30–70% less |
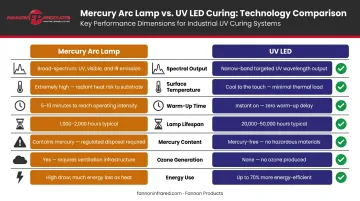
Data sources: Noblelight, Miltec
The Chemistry Compatibility Challenge
Because UV LEDs emit a narrow band of roughly ±20 nm, not all traditional UV-curable materials work with LED systems. Photoinitiators in the ink or coating must have an absorption profile that overlaps with the LED's emission wavelength. Converting a production line from mercury arc to UV LED requires verifying — and in many cases reformulating — your chemistry.
Most facilities underestimate this step. Build material verification into your transition timeline before committing to a conversion.
Surface Cure: Where the Spectral Gap Shows Up
For hard-coat topcoat finishes — certain wood coatings being the clearest example — UV LED typically handles primer and filler layers while traditional UV covers the topcoat. The reason: longer UVA wavelengths deliver strong through-cure but worsen oxygen inhibition at the surface, since the UVC/UVB output present in mercury arc systems isn't there to compensate.
When UV LED wins clearly:
- High-speed printing on heat-sensitive substrates
- Electronics assembly with conformal coatings
- Applications where mercury disposal and ozone regulations matter
- Facilities prioritizing uptime and reduced maintenance
Where traditional UV still has a role:
- Hard-coat surface finishes requiring broad-spectrum UV
- Legacy systems where chemistry reformulation isn't yet practical
Key Benefits of UV LED Curing for Manufacturing
Energy Efficiency
GEW reports its LED systems deliver energy savings exceeding 65% compared to mercury UV systems of similar specifications. Noblelight cites a 30–70% reduction across the industry. For production lines running multiple shifts, that translates to significant cuts in annual energy costs — sometimes tens of thousands of dollars depending on facility scale.
Dramatically Longer Lifespan
UV LED diodes last over 40,000 hours, with Phoseon reporting validated lifespans exceeding 60,000 hours at L80. Mercury arc bulbs are warranted for roughly 1,000 hours and typically last 1,200–2,000 hours.
At 2,000 hours per lamp change, a facility would replace mercury lamps 20–30 times before an LED system needs attention. On top of that, UV LED operates with instant on/off — no warm-up delays, no shutter maintenance — reducing scheduled downtime to near zero for planned lamp changes.
Cooler Operation
LED lamps generate a maximum of approximately 60°C, compared to mercury arc lamp quartz surface temperatures of 600°C–800°C. This makes UV LED compatible with substrates that cannot tolerate traditional UV heat:
- Thin films and unsupported laminates
- Pressure-sensitive labels
- Certain plastics and textiles
- Temperature-controlled coatings
Safer Workplace and Simpler Compliance
UV LED systems eliminate several compliance burdens that mercury-based systems carry. For facilities subject to EPA or international environmental regulations, the advantages are concrete:
- No mercury content — simplifies end-of-life disposal and hazardous waste handling
- No ozone generation — eliminates the need for ozone extraction infrastructure
- No spent lamp disposal stream — reduces both operational cost and regulatory paperwork
Industries and Applications of UV LED Curing
Printing and Graphic Arts
UV LED curing is now mainstream across digital inkjet, screen, narrow web, and flexographic printing. According to Nazdar, digital inkjet was the first major adopting segment, with the technology since expanding to offset sheetfed, flexo, and screen printing.
Key printing advantages include:
- Faster line speeds with reduced power draw
- Ability to print on plastics, glass, metal, films, and paper
- Sharper image quality through controlled cure
For shops running screen printing or inkjet lines, Fannon Products offers UV LED curing systems in three module sizes (3", 6", 9") to match a range of substrate widths. The built-in LED reflector system concentrates UV output directly at the substrate, which supports faster line speeds without excess energy draw.
Electronics, Optical Fiber, and Industrial Manufacturing
UV LED curing is widely used in:
- Conformal coatings for PCBs — cure in seconds, protecting circuitry from moisture and contaminants
- Optical fiber coatings — fiber optic manufacturers using UV LED report up to 50% faster draw speeds and energy reductions up to 70%
- Medical device bonding — adhesive assembly for components requiring precise, low-heat cure
- Automotive and aerospace adhesives — structural bonds with defined cure profiles
- 3D printing post-cure — compact LED heads integrate directly into additive manufacturing equipment

Emerging Applications
UV LED's reach extends into several niche sectors:
- Wood coatings — primarily primers and fillers where heat transfer to substrate is unacceptable
- Photoresist applications — semiconductor and PCB manufacturing
- Alternative energy — photovoltaic component manufacturing
- Gel nail curing — consumer application that mirrors the same photopolymerization chemistry
How to Choose the Right UV LED Curing System
Step 1: Match Wavelength to Chemistry
The first decision is confirming that your UV LED system's emission wavelength matches the photoinitiator absorption profile of your inks, adhesives, or coatings. A 395 nm system will not reliably cure a formulation designed for 365 nm photoinitiators.
Work with your chemistry supplier early in the process to:
- Confirm LED-compatible formulations are available for your application
- Identify whether reformulation is needed for conversion from mercury arc
- Verify cure performance at your target line speed
Step 2: Determine Output Power, Curing Width, and Cooling
Irradiance (W/cm²) determines curing speed and depth — and it's the spec to scrutinize first. Higher irradiance is needed for thick coatings or high-speed production lines. Commercial UV LED products range from 4 to 50 W/cm² depending on application.
Fannon Products' systems deliver 16 W/cm² across all three module sizes — consistent with the most common commercial power level identified in RadTech research. Curing widths span 80 mm (3"), 160 mm (6"), and 240 mm (9") to accommodate different substrate dimensions.
Cooling method should reflect your duty cycle. Air-cooled systems — like Fannon's — are simpler to install and well-suited for most printing and industrial applications. Water-cooled systems handle sustained high-intensity operation but add infrastructure complexity.
Step 3: Calculate Total Cost of Ownership
Upfront price comparisons between UV LED and mercury arc systems typically favor mercury arc on initial cost. That advantage erodes once you factor in operational costs:
- Energy savings of 30–65% over the system's life
- Eliminates lamp replacement costs — LED arrays last 40,000+ hours vs. 1,000–2,000 hours for mercury arc
- No ozone extraction infrastructure required
- Reduced maintenance labor — no shutters, no warm-up procedures
- Increased line uptime from instant on/off capability
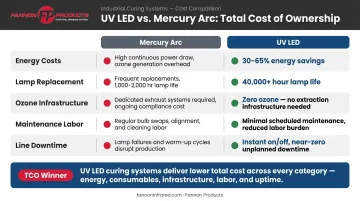
Noblelight's TCO comparison across mercury arc, microwave UV, and LED systems places UV LED as the lowest total cost option despite the higher initial purchase price.
Frequently Asked Questions
Is UV or LED better for curing?
UV LED is a type of UV curing. The real comparison is UV LED versus traditional mercury arc. For most modern manufacturing applications, UV LED wins on energy efficiency, lamp life, cooler operation, and mercury-free compliance. Certain hard-coat surface applications may still benefit from mercury arc's broader spectral output.
Does UV LED cure regular nail polish?
No. UV LED systems cure UV-formulated gel polishes that contain photoinitiators — not regular air-dry nail polish. Conventional nail polish is approximately 70% solvents and dries through evaporation, a process UV light cannot accelerate.
What wavelengths do UV LED curing systems use?
UV LED curing systems typically emit at 365, 385, 395, or 405 nm — all within the UVA range. The correct wavelength must match the photoinitiator in the material being cured. Fannon Products' systems operate at 395–405 nm, suited for most commercial UV-formulated inks and coatings.
How long do UV LED systems last compared to traditional UV lamps?
UV LED systems are rated for 40,000+ hours, with validated performance beyond 60,000 hours in some cases. Mercury arc lamp bulbs last 1,000–2,000 hours. That difference translates directly to fewer replacements, less downtime, and lower maintenance costs over the system's life.
Can UV LED curing equipment be retrofitted onto existing production lines?
Yes. UV LED systems are compact, lightweight, and air-cooled, which simplifies retrofitting onto conveyors, indexing machines, and printing presses. Fannon's systems include transport interlock interfaces (24 VDC or dry contact) for press integration, with no ozone extraction required — reducing installation footprint versus mercury arc.
What materials can be cured with UV LED technology?
UV LED cures UV-formulated inks, adhesives, protective and decorative coatings, conformal coatings for PCBs, and photopolymer resins used in 3D printing. Compatible materials span digital inkjet, screen print, flexographic, and optical fiber applications. All must contain photoinitiators formulated for LED-compatible wavelengths.