Introduction
Cure temperature is the single process variable that determines whether a powder coating performs as intended or fails in the field. Get it right, and you get a hard, chemically resistant film with strong substrate adhesion. Miss the window in either direction, and the result is softness, delamination, color shift, or outright coating failure.
Here's a distinction that trips up even experienced operators: cure temperature refers to the substrate surface temperature, not the number on your oven's thermostat. These two values can differ significantly depending on part mass, geometry, and oven airflow — and conflating them is the most common cause of under-cure in production settings.
This guide covers the standard and low-bake cure temperature ranges for thermosetting powder coatings, the variables that shift those ranges, how to measure and verify part temperature accurately, what happens when the cure window is missed, and the most persistent misconceptions about powder coating cure schedules.
Key Takeaways
- Standard thermosetting powders require a substrate temperature of 325°F–400°F (163°C–204°C), held for the dwell time specified in the powder's Technical Data Sheet
- Cure requirements vary by powder chemistry, substrate mass, part geometry, and coating thickness — no universal setting exists
- MDF, wood composites, and heat-sensitive plastics require low-bake formulations that cure at 250°F–325°F
- Under-cure is the more dangerous failure mode: it leaves films soft, poorly adhesed, and corrosion-vulnerable
- Measure part temperature with a contact thermocouple — oven air temperature readouts don't reflect actual substrate temperature
Cure Temperature Ranges for Powder Coating
Cure temperature for powder coating is best understood as a cure window: the temperature band within which a specific powder formulation achieves full cross-link density without degradation. Operate outside that window — in either direction — and the coating will underperform or fail outright.
Standard Thermosetting Powders
Common thermosetting chemistries — polyester, epoxy-polyester hybrids, polyurethane — typically cure within a substrate temperature range of 325°F–400°F (163°C–204°C). Products Finishing notes that older standard powder technology commonly required 375–400°F with 20–40 minutes of dwell time, while modern formulations often permit shorter schedules at lower temperatures.
Most powder Technical Data Sheets (TDS) specify two values: a minimum metal temperature (MMT) and a minimum dwell time at that temperature. The relationship between these two is a tradeoff:
- Higher substrate temperature → shorter required dwell time
- Lower substrate temperature → longer required dwell time
For example, a polyester TGIC powder might cure in 10 minutes at 400°F substrate temperature or require 15 minutes at 350°F. Always verify these numbers against your specific powder's TDS before finalizing a production schedule.
Low-Bake and Heat-Sensitive Substrate Formulations
Low-bake powders use modified resin cross-linker systems with lower activation energy, reducing the cure range to 250°F–325°F (121°C–163°C). Some ultra-low-bake formulations achieve full cross-link density at temperatures as low as 250°F–260°F (121°C–127°C).
What drives adoption isn't just energy savings — it's substrate compatibility. AkzoNobel's Interpon W range targets MDF, HDF, plywood, OSB, natural wood, and plastic components, materials that can't survive conventional cure temperatures without warping, scorching, or structural damage. PPG similarly notes that low-bake powders cure 20°C to 40°C lower than traditional formulations.
The practical tradeoffs with low-bake formulations:
- Broader cure window improves process stability
- Mechanical performance may differ from conventional powders
- Requires verification that substrate temperature can be accurately controlled at lower setpoints
Boundary Limits and Safety Margins
Whether you're running standard or low-bake chemistries, every formulation has hard upper and lower limits that override any process adjustments.
Upper boundary: Most standard powders begin to degrade above 420°F–450°F (216°C–232°C). Diamond Vogel confirms that excessive bake time or temperature breaks down polymer or pigments, causing gloss drop, color change, or yellowing. Operating near the upper limit leaves almost no margin for process variation.
Lower boundary: Below the resin's minimum activation temperature, the cross-linking reaction doesn't complete, regardless of how long the part stays in the oven. There's no workaround. Extended dwell time below the activation threshold won't salvage an undercured film.
Variables That Determine Your Required Cure Temperature
A powder TDS cure specification assumes ideal conditions: uniform substrate heat-up, standard coating thickness, and a calibrated convection oven. Real production deviates from those conditions constantly. Understanding what shifts the effective cure requirement keeps you from chasing temperature problems in the wrong direction.
Powder Chemistry Type
Different resin systems have very different cross-linker activation temperatures. Always pull cure schedules from the manufacturer's TDS for the specific chemistry you're running:
| Chemistry | Example Product | Cure Schedule | Basis |
|---|---|---|---|
| Epoxy | TIGER Drylac Series 69 | 15–25 min at 338°F / 10–15 min at 392°F | Substrate temp |
| Epoxy-polyester hybrid | TIGER Drylac Series 89 | 15–25 min at 320°F / 7–15 min at 392°F | Substrate temp |
| Epoxy-polyester hybrid | Cardinal GR312-H304 | 10 min at 400°F | Metal temp |
| Polyester polyurethane | Cardinal P009 RD02 | 10 min at 400°F | Metal temp |
| Polyester TGIC | IFS 40-10000 series | 10 min at 350°F / 15 min at 325°F | Cure chart |
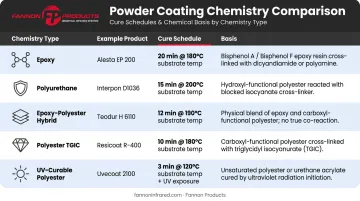
The spread here is significant. Running an epoxy cure schedule on a polyurethane powder — or vice versa — will leave the coating under-cured or thermally degraded.
Substrate Material and Thermal Mass
Substrate material affects how long it takes to reach target cure temperature, not what that target is. A thick steel casting and a thin aluminum extrusion require very different total oven dwell times even if both need to reach 375°F substrate temperature.
Products Finishing confirms that substrate thickness and configuration directly affect how long the part must remain in the oven. Two distinct time periods govern the process:
- Heat soak time — time for the substrate to absorb enough energy to reach target temperature
- Cure dwell time — time held at target temperature to complete cross-linking
The timer for cure dwell doesn't start until the part itself reaches the specified temperature, not when the part enters the oven.
Part Geometry and Coating Thickness
Complex geometries — recessed areas, blind holes, variable cross-sections — create uneven heat distribution. A thermocouple on the outer surface may confirm 375°F while interior recesses are still 20–30°F below target.
Heavier coating applications compound this: more film depth requires more heat energy to fully cross-link throughout. In either case, extend dwell time or verify with multiple thermocouple placements before assuming the part is fully cured.
Oven Type and Heat Delivery Method
Convection ovens transfer heat indirectly through air circulation. Infrared (IR) curing systems deliver radiant energy directly to the substrate surface, bypassing the air mass entirely.
Products Finishing reports that IR brings coatings to cure temperature in seconds or minutes compared to longer convection cycles. The heat soak phase is dramatically shortened because part temperature rises faster and more uniformly.
That difference changes how dwell time calculations work. IR systems can achieve equivalent substrate temperatures at lower oven air temperature setpoints — a meaningful advantage for heat-sensitive substrates and high-throughput lines.
How Cure Temperature Is Specified, Measured, and Verified
Reading the Powder TDS Correctly
Cure temperature is a manufacturer-specified parameter. Every powder TDS expresses it as a minimum metal temperature (MMT) and a minimum dwell time at that temperature. These are tested under controlled lab conditions — calibrated oven, standard film thickness, representative substrate.
The key word is minimum. The MMT is not a target to hit exactly once and move on — it's a floor that must be sustained for the full dwell period. Always use the TDS for the specific powder batch you're running. Generic industry figures are starting points for planning, not production specifications.
Measuring Part Temperature Accurately
The gap between oven air temperature and substrate surface temperature is real and significant. A contact thermocouple attached to the part surface is the most reliable way to measure actual substrate temperature.
Why IR thermometers fall short for this application: Polished or shiny metal surfaces have low emissivity and emit less infrared radiation than matte surfaces. Without emissivity correction, handheld IR readings on bare metal can be substantially off — enough to misdiagnose whether a cure specification has been met.
Data-logging thermocouples solve both problems. Systems like the Datapaq EasyTrack3 allow operators to:
- Attach thermocouples to multiple points on a part (including difficult recesses)
- Record the complete heat-up curve through the oven
- Confirm the exact moment substrate temperature reaches the target
- Start the cure dwell timer from the right point
This profiling run is essential when establishing a new cure schedule or when production conditions change — new part geometry, different substrate material, or oven modifications.
IR Curing as a Precision Heat Delivery Method
Infrared lamp systems deliver radiant energy directly to the substrate surface, which means part temperature rises faster and more uniformly than in convection-only setups. For operations processing mixed part geometries or heat-sensitive substrates, this translates to more consistent cure across a production run.
Fannon Products, a Michigan-based manufacturer with nearly 70 years in infrared heating, designs and builds custom IR systems for powder coat curing applications, including automotive finishing lines. Key specifications include:
- Lamp types: Short-wave and medium-wave quartz infrared configurations
- Short-wave color temperature: ~4,100°F with 96% radiant efficiency and instant thermal response
- Goldenrod lamp design: Integral 24K gold reflector directs virtually all IR energy toward the substrate, cutting energy consumption while accelerating heat-up

Where convection oven cycle times are limiting throughput, IR-based systems offer a measurable process advantage without the temperature control tradeoffs.
What Happens When Cure Temperature Is Wrong
The cure window exists because the cross-linking reaction has a specific energy requirement. Deviating from it in either direction produces predictable, identifiable failures.
Under-Cure Failures
Under-cure is the more common production failure mode — and the harder one to catch visually. An under-cured film may look acceptable straight out of the oven.
What actually happens at the film level:
- Incomplete cross-linking leaves the film soft, brittle, or tacky
- Adhesion to the substrate is poor — delamination follows under mechanical stress
- Chemical resistance and corrosion resistance are severely reduced
- Film hardness fails pencil hardness specifications
TIGER's Series 69 TDS notes that mechanical properties begin to develop before full cross-linking is complete — meaning a film that passes a fingernail scratch test may still be under-cured at the cross-link density level.
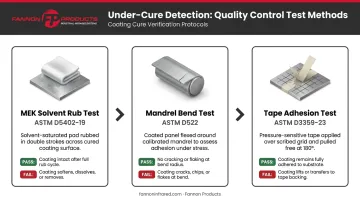
How to detect under-cure in production:
- MEK solvent rub test (per ASTM D5402-19): a properly cured film resists a set number of double rubs without softening; under-cured film fails early
- Mandrel bend test (ASTM D522): under-cured films crack or flake at bend radii that a fully cured film passes
- Tape adhesion test (ASTM D3359-23): poor cross-link density shows as coating removal on tape pull
Over-Cure Failures
Over-cure is less common but causes its own set of irreversible problems, particularly in light colors and epoxy-based formulations.
Documented over-cure effects:
- Gloss reduction
- Color shift: yellowing or darkening, most pronounced in whites and pastels
- Film embrittlement and reduced impact resistance
- Cardinal's polyurethane TDS specifically notes that slight yellowing may occur in overbake conditions for white and pastel colors
At extreme temperatures or extended dwell times, the coating can crack, peel, or flake entirely. This severe degradation is sometimes called burn-off. Thin-gauge metals are most vulnerable at oven temperatures approaching 450°F and above, because the substrate heats faster and cumulative thermal exposure exceeds what the resin system can tolerate.
Common Misunderstandings About Powder Coating Cure Temperatures
Treating Oven Temperature as Cure Temperature
Setting an oven to 400°F does not mean a part reaches 400°F in the same timeframe. Products Finishing states clearly that cure schedules are based on part temperature, not the oven setpoint, and that the cure timer starts only when the part reaches the specified temperature — not when the oven door closes.
This confusion is the single most common root cause of under-cure in both professional and hobbyist settings. A heavy steel weldment may take 20–25 minutes just to reach 375°F substrate temperature in a 400°F convection oven. Starting a 10-minute cure timer from when the part enters the oven leaves that part under-cured by design.
Applying a Universal Cure Schedule
"10 minutes at 400°F" appears constantly in general powder coating guidance. It is not a universal specification — it's a specific schedule for a specific powder on a specific part in a specific oven. Applying it across all powders and all parts ignores:
- Time-temperature relationships that vary by powder chemistry
- Substrate thermal mass differences that change heat soak time
- Oven-to-oven temperature uniformity variations
Every powder formulation and every distinct part geometry should have its own validated cure profile, confirmed with thermocouple data — not assumed from generic industry figures.
Assuming More Heat Is Always Safer
Some operators run parts hotter or longer than necessary on the assumption that overbake is the safer error. That assumption has limits. While many modern powders tolerate moderate overbake, systematic overbaking across production cycles degrades film properties in ways that are hard to diagnose without oven profiling data:
- Gloss drift that shifts sheen across batches
- Color inconsistency that emerges gradually over production runs
- Embrittlement that reduces impact resistance over time
Frequently Asked Questions
What temperature do you need to cure powder coat?
Most standard thermosetting powder coatings require a substrate temperature of 325°F–400°F (163°C–204°C), sustained for the dwell time specified on the powder's TDS. This is the part's surface temperature — a separate value from the oven air temperature setting, which typically runs higher.
Can you over cure powder coat?
Yes. Over-curing causes gloss loss, color shift (particularly yellowing in whites and light colors), and film embrittlement. Powders vary in overbake tolerance, but sustained temperatures above the upper cure boundary cause irreversible resin degradation that no rework can correct.
How long does powder coat need to cure at 400°F?
Typical dwell times at 400°F substrate temperature range from 10–20 minutes, depending on the powder formulation and part mass. The timer starts when the part itself reaches 400°F, so total oven time must account for heat-up. Always confirm the specific schedule on your powder manufacturer's TDS.
What happens if powder coat is under-cured?
Under-cured powder produces a soft or tacky film with poor adhesion, reduced chemical resistance, and vulnerability to corrosion. Parts typically fail a basic MEK rub test or tape adhesion test, and the coating is prone to delamination under mechanical stress.
Does substrate material affect the required curing temperature?
Substrate material affects heat-up time, not the target cure temperature — that's determined by the powder chemistry. Heavier or denser substrates need longer total oven dwell times to reach the required surface temperature.
What is the difference between oven temperature and part temperature?
Oven temperature is the air temperature inside the curing chamber. Part temperature is the actual surface temperature of the substrate. The cure reaction is driven entirely by part temperature, and the two values can differ by 20–50°F or more depending on part mass, geometry, and oven airflow. Use a contact pyrometer or infrared thermometer on the part itself to confirm cure conditions.