For printing businesses, press operators, and production managers evaluating or running UV ink systems, understanding how the curing process works — not just which equipment to buy — determines print quality, throughput, and substrate compatibility.
This guide covers the photochemical mechanism behind UV LED curing, the variables that directly affect cure quality, common failure modes and their root causes, and scenarios where UV LED may not be the right fit for a given application.
Key Takeaways
- UV LED curing uses narrow-wavelength LED light (365–405 nm) to instantly convert liquid UV-formulated ink into a solid, durable polymer film
- Compared to mercury UV, UV LED produces far less heat, no ozone, and no VOC emissions, making it viable for heat-sensitive substrates like thin films and shrink sleeves
- Cure quality hinges on four variables: lamp irradiance, wavelength match, ink formulation, and line speed
- Common failures like sticky surfaces or poor adhesion have specific, correctable causes — not inherent technology limits
Why UV LED Ink Curing Has Become the Standard in Commercial Printing
Energy and Operational Efficiency
The shift from mercury UV to LED comes down to operating economics. Mercury lamps require warm-up cycles, consume energy continuously, and degrade faster. LED systems are instant on/off — consuming zero energy when the press is idle.
Phoseon Technology reports 70% energy savings compared to mercury UV systems, with one flexo press example showing approximately 84,000 kWh saved annually across a 10-station press. GEW similarly reports up to 70% energy savings versus H-UV or IR lamp systems. Both figures reflect application-specific conditions, but the operational advantage they point to is consistent across press types and print volumes.
Substrate Versatility
Because LED arrays generate minimal infrared heat, they can cure inks on materials that would distort, warp, or register poorly under mercury lamp heat output. According to Siegwerk, LED-UV raises substrate temperature by as little as 5°C above ambient — enabling reliable curing on:
- PET, PVC, and OPS shrink-sleeve films
- Thin flexible packaging
- Synthetic papers and film laminates
- In-mold label applications where registration is critical
Mercury UV systems generate enough heat to distort these materials outright. Low-heat LED curing opens that entire product range without adding registration problems or scrap rates.
Environmental and Compliance Advantages
UV LED systems contain no mercury, produce no ozone, and emit no VOCs. That combination matters for three practical reasons:
- No hazardous waste disposal — mercury UV lamps require compliant recycling under EPA universal waste rules; LED arrays do not
- Reduced ventilation requirements — no ozone generation means lower exhaust system demands
- Regulatory positioning — conventional UV curing lamps typically contain 10 to 100 mg of elemental mercury, and RoHS exemptions for these lamps extend only into early 2027, creating real transition risk for operations still dependent on mercury systems
Print Quality Consistency
UV LED inks cure on the surface the moment they pass under the lamp. This eliminates dot gain — the spreading of ink dots between deposition and solidification — which produces sharper dot reproduction, tighter registration, and noticeably stronger color vibrancy. In fine-detail and multi-color work, that translates directly to fewer rejects and more consistent press-to-press output.
How UV LED Ink Curing Works
The Photochemical Mechanism
UV-formulated inks contain photoinitiators that remain chemically inert until struck by light at the correct wavelength. When the substrate passes under an LED array emitting focused UV light (typically in the 365–405 nm range, with 385 nm and 395 nm most common in graphic arts), the photoinitiators absorb that energy and generate free radicals.
Those free radicals trigger rapid polymerization of the ink's monomers and oligomers, converting the liquid ink film into a cross-linked solid polymer in milliseconds.
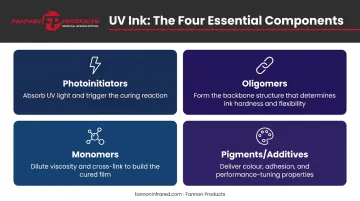
The four ink components and their roles:
| Component | Role in curing |
|---|---|
| Photoinitiators | Absorb UV energy; generate reactive free radicals |
| Oligomers | Provide structural backbone, hardness, and adhesion in the cured film |
| Monomers | Control pre-cure viscosity; determine cross-link density after cure |
| Pigments/Additives | Determine color, surface properties, and stability |
Irradiance vs. Dose — A Critical Distinction
These two terms are often confused, and the confusion causes real production problems.
- Irradiance (W/cm²): The intensity of UV energy hitting the ink at any given moment
- Dose (J/cm²): The total energy delivered over the full exposure time
Both must meet the ink manufacturer's specified thresholds for complete cure. A high-intensity lamp running at high line speed may actually deliver less total dose than a lower-intensity lamp running slower. This is why line speed and lamp output must always be evaluated together — not independently.
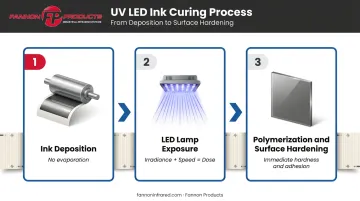
The Three-Step Curing Sequence
With irradiance and dose in mind, here's how those variables play out across each stage of the curing process.
Step 1 — Ink Deposition: UV-formulated ink is applied by the press (offset, flexo, screen, or inkjet). Because UV inks do not dry by evaporation, they remain stable in liquid form until UV exposure, eliminating the premature drying in print heads and on rollers that plagues solvent and water-based ink systems.
Step 2 — LED Lamp Exposure: As the printed substrate passes under the LED array, focused UV light at the system's target wavelength activates the photoinitiators. The lamp's irradiance and the substrate's travel speed together determine the dose delivered.
Fannon Products' UV LED curing systems are available in 3-inch, 6-inch, and 9-inch curing modules (Models FP-120-80x40-395, FP-120-160x40-395, and FP-220-240x40-395). They operate at 395–405 nm with 16 W/cm² power intensity and use an LED reflector system to concentrate UV light directly at the substrate rather than dispersing it.
Step 3 — Polymerization and Surface Hardening: Photoinitiator-generated free radicals initiate a chain reaction that cross-links monomers and oligomers into a solid, three-dimensional polymer network. The cured ink film immediately exhibits its final hardness, scratch resistance, chemical resistance, and adhesion characteristics. The printed product exits the press fully cured, with no dwell time or post-processing required before handling or converting.
Key Factors That Affect UV LED Ink Curing Quality
Lamp Output and Wavelength Match
LED lamp intensity degrades over its service life. Phoseon rates its UV LED light sources to L80 — meaning 80% of original output — for at least 40,000 hours, with some systems demonstrating L80 at 60,000 hours. RadTech data shows approximately 5% output drop over 10,000 to 20,000+ hours, which means even modest degradation can push borderline cures into failure territory.
Two points follow from this:
- Lamp age alone doesn't guarantee cure adequacy — output must be monitored with a UV radiometer, not assumed
- The emitted wavelength must align with the photoinitiator absorption peak of the specific ink in use; running inks designed for 365 nm under a 395 nm lamp will produce consistent cure failures
Line Speed and Dose Delivery
Higher press speeds reduce exposure time under the lamp and therefore reduce total UV dose delivered to the ink. To diagnose whether a cure problem is speed-related or lamp-related:
- Reduce line speed — if cure improves, the issue is insufficient dose at current speed
- Measure lamp output with a radiometer — if output is below specification at any speed, the lamp itself is the problem
Both variables must be within specification simultaneously for consistent production. Ink properties add a third dimension to this equation.
Ink Layer Thickness and Opacity
Thicker ink deposits require higher doses to achieve complete through-cure from surface to substrate interface. White and opaque inks present a particular challenge because pigment absorbs and scatters UV light before it fully penetrates the ink film.
Two variables demand close attention with heavy coverage:
- Mesh count and deposit weight: Coarser mesh counts or heavier deposits require additional cure output, per Nazdar specifications
- Pre-run cure verification: Running a cure test before committing to a full production run is non-negotiable with opaque inks
Substrate Surface Energy and Reflectivity
These two substrate properties affect different aspects of the outcome:
- Reflectivity: Reflective substrates increase effective UV dose by bouncing light back into the ink layer; dark or highly absorptive substrates reduce usable energy and may require lamp adjustments
- Surface energy: Affects ink wetting and adhesion independent of cure completeness — Nazdar specifies treated polyethylene and polypropylene should measure at or above 44 dynes/cm for reliable adhesion
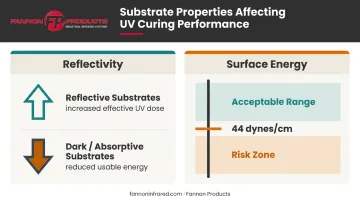
Confirming reflectivity and surface energy values during system setup prevents adhesion failures from surfacing mid-run.
Common UV LED Ink Curing Problems and How to Solve Them
Sticky or Undercured Surface
The most common failure mode. Root causes include:
- Insufficient lamp irradiance or degraded lamp output
- Excessive line speed reducing delivered dose
- Oxygen inhibition — atmospheric oxygen scavenges free radicals into unreactive peroxide radicals, leaving the surface tacky
- UV LED systems lack the shorter UVC wavelengths that mercury lamps use to overcome surface oxygen inhibition, making this effect more pronounced with LED
- Ink deposit too thick for the dose being delivered
Corrective actions:
- Verify lamp output with a UV radiometer against the manufacturer's specification
- Reduce line speed and test whether cure improves
- Consult the ink supplier about increasing photoinitiator loading or switching to an oxygen-scavenging formulation for the specific environment
Poor Adhesion or Post-Cure Delamination
This is distinct from undercure. Adhesion failures after an apparently complete cure typically indicate one of two issues:
- Surface energy mismatch — the ink formulation is not compatible with the substrate
- Wavelength mismatch — the LED lamp output doesn't align with the photoinitiator's absorption spectrum
Siegwerk states explicitly that standard UV inks will not cure properly under LED-UV systems because their photoinitiators do not absorb the LED output. Ink-lamp wavelength compatibility must be confirmed before production, not diagnosed after failed adhesion tests.
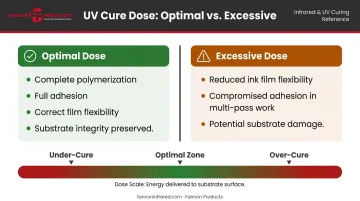
The Over-Curing Misconception
When adhesion fails, the instinct is often to add more UV power. That instinct is wrong. More lamp power does not equal better cure. Excessive UV dose causes:
- Reduced flexibility of the cured ink film
- Reduced adhesion of subsequent ink layers in multi-pass work
- Potential thermal or photochemical damage to heat-sensitive substrates
Optimal curing means delivering the dose range the ink manufacturer specifies for that ink-substrate combination. Maximizing lamp output is a different goal entirely, and often a counterproductive one.
When UV LED Ink Curing May Not Be the Right Fit
UV LED curing solves a lot of problems — but not every problem. There are specific scenarios where mercury lamp systems or entirely different technologies are the better call:
- Very thick or heavily pigmented industrial ink deposits that benefit from mercury's broader UV spectrum (200–700 nm) for deep through-cure
- Legacy UV ink formulations still designed for mercury lamp photoinitiator absorption spectra that have not been reformulated for LED-specific wavelengths — these will not cure properly under LED systems
- Press configurations where retrofit costs cannot be justified by production volume — replacing LED arrays, EPDM-compatible rollers, and blankets represents a real capital commitment
Equally important: some shops run into problems not because LED is wrong for their application, but because they've deployed it without proper system alignment. Watch for these warning signs:
- Blaming adhesion failures on "the substrate" without checking lamp-ink wavelength compatibility
- Attempting to run UV LED inks on mercury UV lamps, or vice versa — the two ink types are chemically incompatible at the photoinitiator level
- Applying UV LED curing where simpler aqueous or solvent-based systems would do the job at lower total cost
Before committing to production, confirm that LED lamp wavelength, delivered dose, ink photoinitiator package, substrate surface energy, and deposit thickness all work together. Any gap in that chain will show up as adhesion failures, incomplete cure, or wasted material — not as a reason to abandon UV LED entirely, but as a system problem to solve first.
Frequently Asked Questions
Is LED curing the same as UV curing?
UV LED curing is a subset of UV curing — both use ultraviolet light to trigger polymerization, but UV LED systems use LEDs emitting a narrow wavelength band (typically 365–405 nm) rather than mercury vapor lamps producing a broad UV spectrum from 200–700 nm. UV LED inks must be specifically formulated with photoinitiators that absorb at those narrower wavelengths.
How long does it take for UV ink to cure?
UV LED ink cures instantaneously as the substrate passes under the LED array. Unlike solvent or water-based inks, UV-cured prints exit the press fully hardened and ready for handling, cutting, coating, or converting immediately.
Can you over-cure UV ink?
Yes. Excessive UV dose reduces ink film flexibility, compromises adhesion of subsequent ink layers, and can damage heat-sensitive substrates. Optimal curing means delivering the dose range specified by the ink manufacturer for that specific ink-substrate combination — not simply maximizing lamp output.
What wavelength is used for UV LED ink curing?
UV LED systems most commonly operate at 365 nm, 385 nm, or 395 nm, with 385 nm and 395 nm being most common in graphic arts. The correct wavelength depends on the photoinitiators in the specific ink formulation — mismatches between lamp wavelength and ink photoinitiator are a leading cause of cure failures.
Does UV LED curing work on all substrates?
UV LED curing is compatible with a broader substrate range than mercury UV, including many heat-sensitive films and plastics, thanks to its low heat output. That said, substrate surface energy, porosity, color, and reflectivity all influence cure quality and adhesion. Ink-substrate compatibility should always be validated before full production runs.
How do I know if UV ink is fully cured?
Three primary verification methods: the thumb-rub test (any ink transfer or smearing indicates undercure), adhesion tape testing using ASTM D-3359 cross-hatch tape to check for ink lift, and radiometer measurement to confirm the lamp is delivering the dose specified by the ink manufacturer.